《金工實(shí)訓(xùn)實(shí)訓(xùn)24攻螺紋》由會(huì)員分享����,可在線閱讀�����,更多相關(guān)《金工實(shí)訓(xùn)實(shí)訓(xùn)24攻螺紋(3頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�����。
1�、實(shí)訓(xùn)二十四 攻螺紋
一��、實(shí)訓(xùn)內(nèi)容
攻M8螺紋��。
二���、學(xué)習(xí)目標(biāo)
1.知識(shí)目標(biāo)
了解絲錐的分類、用途�。
了解攻螺紋用工具的使用方法及動(dòng)作要領(lǐng)。
了解攻螺紋的切削原理��。
2.技能目標(biāo)
掌握攻螺紋底孔的確定���。
掌握攻螺紋操作的基本方法�。
能夠解決攻螺紋過(guò)程中所遇到的問(wèn)題���。
三���、攻M8螺紋實(shí)訓(xùn)操作
1.攻螺紋前鉆底孔直徑和深度的確定以及孔口的倒角
1)底孔直徑的確定 絲錐在攻螺紋的過(guò)程中��,切削刃主要是切削金屬�,但還有擠壓金屬的作用�����,因而造成金屬凸起并向牙尖流動(dòng)的現(xiàn)象���,所以攻螺紋前�,鉆削的孔徑(即底孔)應(yīng)大于螺紋小徑�����。底孔的直徑可按表6-4查得或按下面的經(jīng)驗(yàn)公式計(jì)算:
2�、 表6-4 普通螺紋攻螺紋前鉆底孔直徑 (m/min)
公稱直徑
3
4
5
6
8
10
12
14
16
20
24
螺距
0.5
0.7
0.8
1
1.25
1.5
1.75
2
2
2.5
3
底孔直徑
鑄鐵
2.5
3.3
4.1
4.9
6.6
8.4
10.1
11.8
13.8
17.3
20.7
銅
2.5
3.3
4.2
5
6.7
8.5
10.2
12
14
17.5
21
3、
脆性材料(鑄鐵�����、青銅等):鉆孔直徑d。=d(螺紋大徑)一1.1p(螺距)
塑性材料(鋼���、紫銅等):鉆孔直徑d�。=d(螺紋大徑)一p(螺距)
2)鉆孔深度的確定 攻盲孔(不通孔)的螺紋時(shí)�,因絲錐不能攻到底,所以孔的深度要大于螺紋的長(zhǎng)度�,盲孔的深度可按下面的公式計(jì)算:
孔的深度=所需螺紋的深度+0.7d(螺紋大徑)
3)孔口倒角 攻螺紋前要在鉆孔的孔口進(jìn)行倒角,以利于絲錐的定位和切人��。倒角的深度大于螺紋的螺距����。
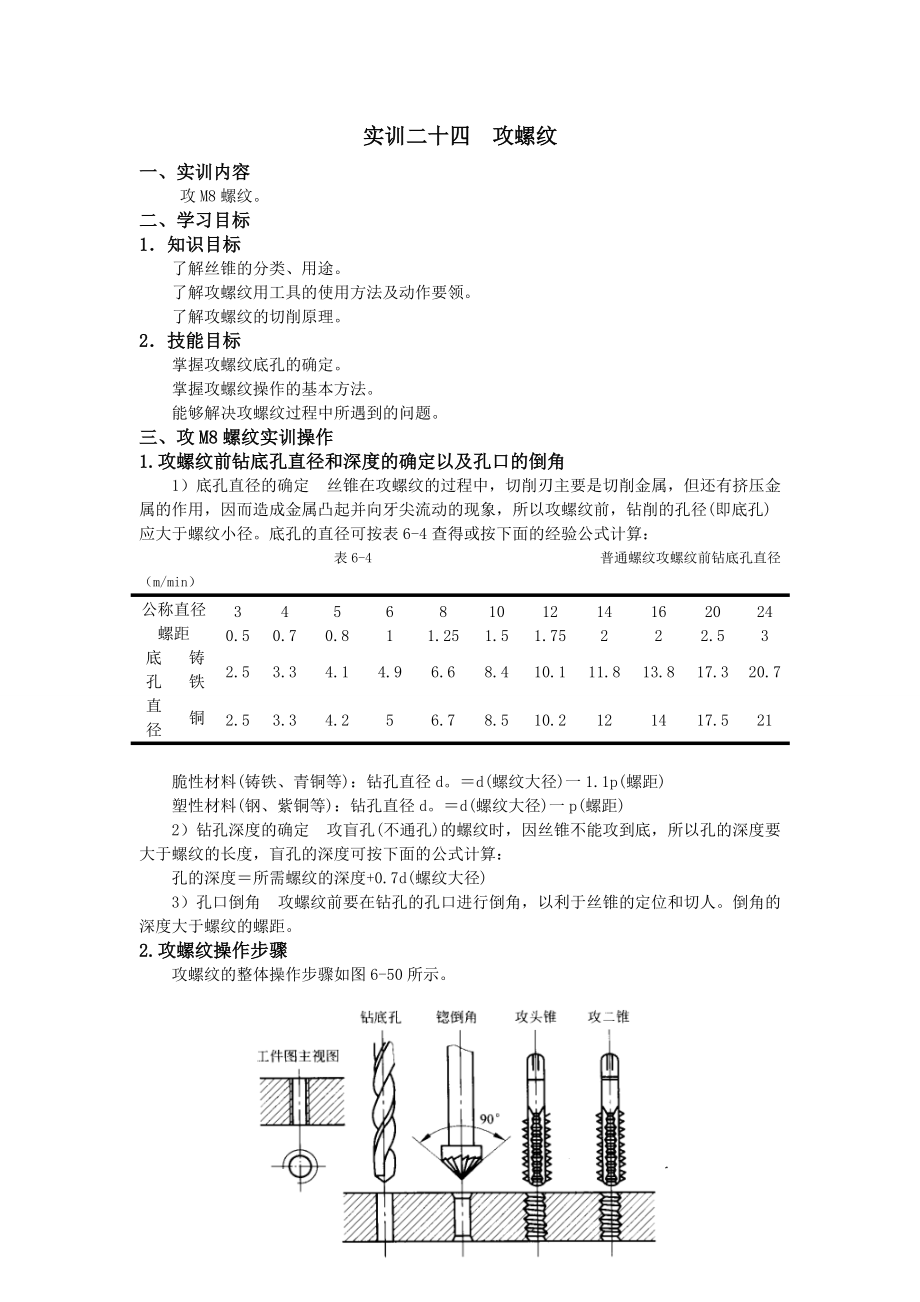
2.攻螺紋操作步驟
攻螺紋的整體操作步驟如圖6-50所示。
圖6-50 攻螺紋操作步驟
3.攻螺紋操
4��、作方法
1)攻螺紋時(shí)��,絲錐必須放正��,兩手握住鉸杠中部�����,均勻用力���,使鉸杠保持水平轉(zhuǎn)動(dòng)����,并在轉(zhuǎn)動(dòng)過(guò)程中對(duì)絲錐施加垂直壓力���,使絲錐切人1~2圈��,如圖6-51所示�����。
2)用鋼直尺或90角尺在兩個(gè)互相垂直的方向檢查��,發(fā)現(xiàn)不垂直時(shí)�,加以校正���,如圖6-52所示��。
3)絲錐位置校正并切入3~4圈時(shí)���,只需均勻轉(zhuǎn)動(dòng)鉸杠。每正轉(zhuǎn)1/2~1 圈要倒轉(zhuǎn)1/4~l/2圈��,如圖6-53所示。在攻螺紋過(guò)程中����,要經(jīng)常用毛刷對(duì)絲錐加注機(jī)油潤(rùn)滑。攻制不通螺孔時(shí)��,絲錐上要做好深度標(biāo)記�。在攻螺紋過(guò)程中,還要經(jīng)常退出絲錐����,清除切屑。
圖6-51 攻人孔前的操作
圖6
5�、-52 檢查絲錐垂直度 圖6-53 深入攻螺紋時(shí)的操作
4)攻較硬材料或直徑較大零件時(shí),要頭錐����、二錐交替使用。在調(diào)換絲錐時(shí)�,應(yīng)先用手將絲錐旋人至不能旋進(jìn)時(shí),再用鉸杠轉(zhuǎn)動(dòng)����,以防螺紋亂牙��。
四、評(píng)分標(biāo)準(zhǔn)
班級(jí)
姓名
學(xué)號(hào)
課題
攻螺紋
攻螺紋
操作
檢查
序號(hào)
檢測(cè)內(nèi)容
配分
扣分標(biāo)準(zhǔn)
學(xué)生自評(píng)
教師評(píng)分
1
螺紋底徑正確
10
酌情扣分
2
工具選擇合理
10
酌情扣分
3
攻螺紋過(guò)程正確
20
酌情扣分
4
螺紋軸線不歪斜
25
酌情扣分
5
攻螺紋質(zhì)量較好
25
酌情扣分
工作態(tài)度
6
行為規(guī)范��、紀(jì)律表現(xiàn)
10
酌情扣分
綜 合 得 分
100
【注意事項(xiàng)】
1.螺紋底孔直徑不能太小���。
2.選擇合適的鉸杠手柄長(zhǎng)度�����,以免旋轉(zhuǎn)力過(guò)大折斷絲錐�����。
3.旋轉(zhuǎn)鉸杠感覺(jué)較吃力時(shí)�����,不能強(qiáng)行轉(zhuǎn)動(dòng)��,應(yīng)退出頭錐換用二錐��,用手將二錐旋入螺紋孔中�,如此交替進(jìn)行攻螺紋��。
 金工實(shí)訓(xùn)實(shí)訓(xùn)24攻螺紋
金工實(shí)訓(xùn)實(shí)訓(xùn)24攻螺紋