《模具 外文翻譯 外文文獻(xiàn) 英文文獻(xiàn) 注塑?!酚蓵?huì)員分享,可在線(xiàn)閱讀�,更多相關(guān)《模具 外文翻譯 外文文獻(xiàn) 英文文獻(xiàn) 注塑模(17頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1��、
The Injection Molding
1、The injection molding
Injection molding is principally used for the production of the thermoplastic parts,although some progress has been made in developing a method for injection molding some thermosetting materials.The problem of injection a method plastic into a mold
2��、 cavity from a reservoir of melted material has been extremely difficult to solve for thermosetting plastic which cure and harden under such conditions within a few minutes.The principle of injection molding is quite similar to that of die-casting.The process consists of feeding a plastic compound i
3�����、n powered or granular form from a hopper through metering and melting stages and then injecting it into a mold.After a brief cooling period,the mold is opened and the solidified part ejected.Injection-molding machine operation.The advantage of injection molding are:(?。゛ high molding speed adapter fo
4、r mass production is possible�;(ⅱ)there is a wide choice of thermoplastic materials providing a variety of useful properties;(ⅲ)it is possible to mold threads,undercuts,side holes,and large thin section.
2��、The injection-molding machine
Several methods are used to force or inject the melted plastic
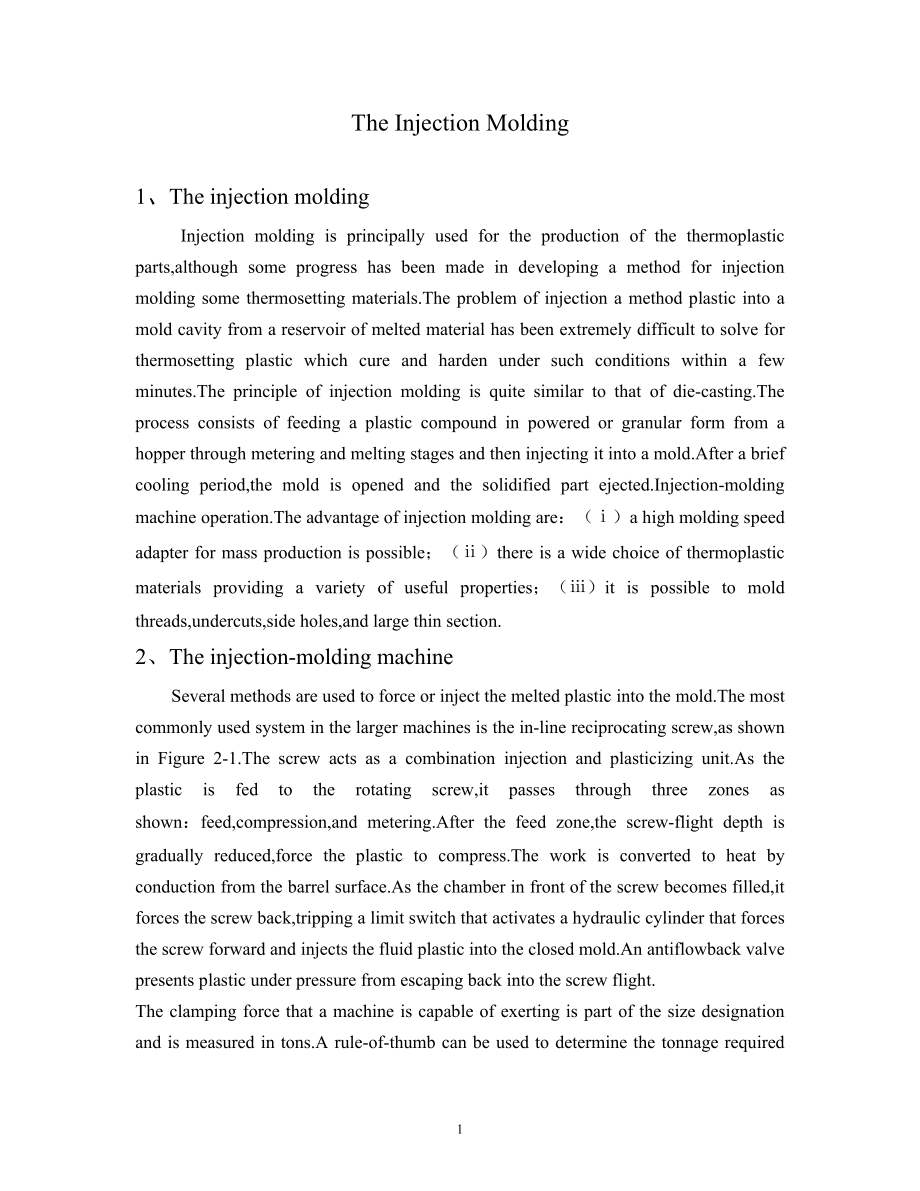
5�、into the mold.The most commonly used system in the larger machines is the in-line reciprocating screw,as shown in Figure 2-1.The screw acts as a combination injection and plasticizing unit.As the plastic is fed to the rotating screw,it passes through three zones as shown:feed,compression,and meterin
6、g.After the feed zone,the screw-flight depth is gradually reduced,force the plastic to compress.The work is converted to heat by conduction from the barrel surface.As the chamber in front of the screw becomes filled,it forces the screw back,tripping a limit switch that activates a hydraulic cylinder
7�、 that forces the screw forward and injects the fluid plastic into the closed mold.An antiflowback valve presents plastic under pressure from escaping back into the screw flight.
The clamping force that a machine is capable of exerting is part of the size designation and is measured in tons.A rule-o
8、f-thumb can be used to determine the tonnage required for a particular job.It is based on two tons of clamp force per square inch of projected area.If the flow pattern is difficult and the parts are thin,this may have to go to three or four tons.
Many reciprocating-screw machines are capable of han
9����、ding thermosetting plastic materials.Previously these materials were handled by compression or transfer molding.Thermosetting materials cure or polymerize in the mold and are ejected hot in the range of 375C~410C.Thermosetting parts must be allowed to cool in the mold in order or remove them without
10、 distortion. Thus thermosetting cycles can be faster.Of course the mold must be heated rather than chilled,as with thermoplastics.
3�、Basic Underfeed Mould
A simple mould of this type is shown in Figure3-1,and the description of the design and the opening sequence follows.The mould consists of thre
11、e basic parts,namely:the moving half,the floating cavity plate and the feed plate respectively.
The moving half consists of The moving mould plate assembly,support block,backing plate,ejector assembly and the pin ejection system.Thus the moving half in this design is identical with the moving half
12�、of basic moulds.
The floating cavity plate,which may be of the integer or insert-bolster design,is located on substantial guide pillars(not shown)fitted in the feed plate.These guide pillars must be of sufficient length to support the floating cavity plate over its full movement and still project t
13��、o perform the function of alignment between the cavity and core when the mould is being closed.Guide bushes are fitted into the moving mould plate and the floating cavity plate respectively.
The maximum movement of the floating cavity plate is controlled by stop or similar device.The moving mould p
14、late is suitably bored to provide a clearance for the stop bolt assembly.The stop bolts must be long enough to provide sufficient space between the feed plate and the floating cavity plate for easy removal of the feed system.The minimum space provide for should be 65mm just sufficient for an operato
15���、r to remove the feed system by hand if necessary.
The desire operating sequence is for the first daylight to occur between the floating cavity plate.This ensures the sprue is pulled from the sprue bush immediately the mould is opened.To achieve this sequence,springs may be incorporated between the
16���、feed plate and the floating cavity plate.The springs should be strong enough to give an initial impetus to the floating cavity plate to ensure it moves away with the moving half.It is normal practice to mount the springs on the guide pillars(Figure3-2)and accommodate them in suitable pocket in the c
17、avity plate.
The major part of the feed system(runner and sprue)is accommodated in the feed plate to facilitate automatic operation,the runner should be of a trapezoidal form so that once it is pulled from the feed plate is can easily be extracted.Note that if a round runner is used,half the runner
18��、 is formed in the floating cavity plate,where it would remain,and be prevented from falling or being wiped clear when the mould is opened.
Now that we have considered the mould assembly in the some detail,we look at the cycle of operation for this type of mould.
The impressions are filled via the
19�����、feed system(Figure3-1(a))and after a suitable dwell period,the machine platens commence to open.A force is immediately exerted by the compression springs,which cause the floating cavity plate to move away with the moving half as previously discussed.The sprue is pulled from the sprue bush by the spr
20���、ue puller.After the floating cavity plate has moved a predetermined distance,it is arrested by the stop bolts.The moving half continues to move back and the moldings,having shrunk on to the cores,are withdrawn from the cavities.The pin gate breaks at its junction with the runner(Figure3-1(b)).
The
21�����、sprue puller,being attached to the moving half,is pulled through the floating cavity plate and thereby release the feed system which is then free to fall between the floating cavity plate and the feed plate.The moving half continues to move back until the ejector system is operated and the moldings
22�、are ejected(Figure3-1(c)).When the mould is closed,the respective plates are returned to their molding position and the cycle is repeated.
4����、Feed System
It is necessary to provide a flow-way in the injection mould to connect the nozzle(of the injection machine)to each impression.This flow-way is t
23、ermed the feed system.Normally the feed system comprises a sprue,runner and gate.These terms apply equally to the flow-way itself,and to the molded material which is remove from the flow-way itself in the process of extracted the molding.
A typical feed system for a four-impression,two plate-type m
24����、ould is shown in Figure4-1.It is seen that the material passes through the sprue,main runner,branch runner and gate before entering the impression.As the temperature of molten plastic is lowered which going through the sprue and runner,the viscosity will rise;however,the viscosity is lowered by shea
25���、r heat generated when going through the gate to fill the cavity.It is desirable to keep the distance that the material has to travel down to a minimum to reduce pressure and heat losses.It is for this reason that careful consideration must be given to the impression layout gate’s design.
4.1.Sprue
26、
A sprue is a channel through which to transfer molten plastic injected from the nozzle of the injector into the mold.It is a part of sprue bush,which is a separate part from the mold.
4.2.Runner
A runner is a channel that guides molten plastic into the cavity of a mold.
4.3.Gate
A gate is an en
27����、trance through which molten plastic enters the cavity.The gate has the following function:restricts the flow and the direction of molten plastic;simplifies cutting of a runner and moldings to simplify finishing of parts�����;quickly cools and solidifies to avoid backflow after molten plastic has filled u
28��、p in the cavity.
4.4.Cold slug well
The purpose of the cold slug well,shown opposite the sprue,is theoretically to receive the material that has chilled at the front of nozzle during the cooling and ejection phase.Perhaps of greater importance is the fact that it provides position means whereby th
29�����、e sprue bush for ejection purposes.
The sprue,the runner and the gate will be discarded after a part is complete.However,the runner and the gate are important items that affect the quality or the cost of parts.
5�、Ejection
A molding is formed in mould by injecting a plastic melt,under pressure,in
30、to an impression via a feed system.It must therefore be removed manually.Furthermore,all thermoplastic materials contract as they solidify,which means that the molding will shrink on to the core which forms it.This shrinkage makes the molding difficult to remove.
Facilities are provided on the inje
31�、ction machine for automatic actuation of an ejector system,and this is situated behind the moving platen.Because of this,the mould’s ejector system will be most effectively operated if placed in the moving half of the mould,i.e. the half attached to the moving platen.We have stated previously that w
32、e need to eject the molding from the core and it therefore follows that the core,too,will most satisfactorily be located in the moving half.
The ejector system in a mould will be discussed under three headings,namely:(?����。﹖he ejector grid;(ⅱ)the ejector plate assembly; and(ⅲ)the method of ejection.
33、5.1�����、Ejector grid
The ejector grid(Figure5-1) is that part of the mould which supports the mould plate and provides a space into which the ejector plate assembly can be fitted and operated.The grid normally consists of a back plate on to which is mounted a number of conveniently shaped “support bloc
34����、ks”.
The ejector plate assembly is that part of the mould to which the ejector element is attached.The assembly is contained in a pocket,formed by the ejector grid,directly behind the mould plate.The assembly(Figure5-2)consists of an ejector plate,a retaining plate and an ejector rod.One end of
35�、 this latter member is threaded and it is screwed into the ejector plate.In this particular design the ejector rod function not only as an actuating member but also as a method of guiding the assembly.Note that the parallel portion of the ejector rod passes through an ejector rod bush fitted in the
36、back plate of the mould.
5.2�、Ejection techniques
When a molding cools,it contracts by an amount depending on the material being processed.For a molding which has no internal form,for example,a solid rectangular block,the molding will shrink away from the cavity walls,thereby permitting a simple ej
37、ection technique to be adopted.However,when the molding has internal form,the molding,as it cools,will shrink onto the core and some positive type of ejection is necessary.
The designer has several ejection techniques from which to choose�����,but in general,the choice will be restricted depending upon
38�����、the shape of the molding.The basic ejection techniques are as follows:(?。﹑in ejection(ⅱ)sleeve ejection(ⅲ)stripper plate ejection and(Ⅳ)air ejection.
Figure 2-1a
Figure 2-1b
39、
Figure 3-1
Figure 3-2
Figure 4-1a
Figure 4-1b
Figure 5-1
Figure 5-2
40��、
注塑模
1���、注塑模
盡管成型某些熱固性材料的方法取得了一定的進(jìn)步�,但注塑模主要(還是)用來(lái)生產(chǎn)熱塑性塑件。(這主要是因?yàn)椋峁绦运芰先垠w在很短的時(shí)間內(nèi)就固化和硬化�,在從料斗想模具型腔注入熱固性塑料熔體的過(guò)程中,也會(huì)出現(xiàn)這種情況����,這個(gè)問(wèn)題一直非常難解決,注塑成型原理和鑄造十分相似�����。注塑成型的工藝包括:首先把料斗中的粉狀或粒狀的塑料混合物依次輸送發(fā)哦計(jì)量區(qū)和溶化區(qū)���,然后再注射到模具的型腔中��,經(jīng)過(guò)短時(shí)冷卻后�����,開(kāi)模�,推出成型塑件�,注塑機(jī)分為手動(dòng)、半自動(dòng)及全自動(dòng)操作。注塑模具有以下優(yōu)點(diǎn):(ⅰ
41�、)較高的成型速度使大批量生產(chǎn)成為可能;(ⅱ)為成型具有不同使用性能的熱塑性材料提供了較寬的選擇����;(ⅲ)可以成型帶有螺紋的塑件、側(cè)向凹陷的塑件�、帶有側(cè)孔的塑件以及較大的薄壁件���。
2��、注塑機(jī)
熔融塑料進(jìn)入模具中通常有幾種方式�����。在大型注塑機(jī)上常帶采用螺桿式的注入方式�����,如圖2-1所示�����。螺桿同時(shí)具有注射和塑化的功能����。樹(shù)脂原料進(jìn)入旋轉(zhuǎn)的螺桿時(shí),要經(jīng)過(guò)圖示的三個(gè)區(qū)域:喂入?yún)^(qū)�����、壓實(shí)區(qū)和計(jì)量區(qū)����。經(jīng)過(guò)喂入?yún)^(qū)后,為壓實(shí)樹(shù)脂原料�,螺桿螺旋部分的深度逐漸降低,同時(shí)傳遞樹(shù)脂原料間因剪切作用而產(chǎn)生的熱量�,使原料呈半流動(dòng)狀態(tài)。在計(jì)量區(qū)�����,螺缸表面的加熱裝置對(duì)熔體進(jìn)一步加熱����。當(dāng)熔體充滿(mǎn)螺桿前部區(qū)域時(shí),螺桿在熔體壓力的作用下后
42��、退�,觸動(dòng)限位開(kāi)關(guān)使液壓缸工作��,在液壓力的作用下推動(dòng)螺桿向前運(yùn)動(dòng)�����,將熔融塑料注射到閉合的模具型腔中�。防倒流閥能夠阻止受壓熔體倒流進(jìn)螺桿的螺旋區(qū)�。
注塑機(jī)的鎖模系統(tǒng)做提供的鎖模力由(塑件在分型面的投影)尺寸決定,鎖模力以噸位單位�����。通?��?拷?jīng)驗(yàn)來(lái)決定塑件所需要的鎖模力總噸數(shù),一般在塑件投影面積上每平方英寸需要作用兩噸鎖模力�。如果熔體流動(dòng)困難或塑件較薄,鎖模力應(yīng)提高到三到四噸�����。
許多往復(fù)螺桿式注塑機(jī)能生產(chǎn)熱固性塑料����。以前,熱固性塑料由擠出模具或傳遞模具生產(chǎn)。熱固性塑料熔體在模具內(nèi)固化或發(fā)生聚合反應(yīng)�,并在溫度357℃~410℃范圍內(nèi)推出。熱塑性塑料熔體必須在模具內(nèi)冷卻成型�����,以保證推出時(shí)不發(fā)生變形��,這種
43�����、熱固性循環(huán)速度很快�。當(dāng)然,生產(chǎn)熱塑性塑料時(shí)��,模具必須被加熱���,而不是冷卻���。
3、模具基本結(jié)構(gòu)
這種簡(jiǎn)單的模具結(jié)構(gòu)如圖3-1所示���,模具設(shè)計(jì)和開(kāi)模順序?qū)⒃谝韵碌钠姓撌?��。模具由三個(gè)基本部分組成����,分別是動(dòng)模部分�、浮動(dòng)型腔板和定模板。
動(dòng)模部分包括動(dòng)模板組件�、支撐塊、支撐板�,推出機(jī)構(gòu)和頂桿推出系統(tǒng)。這樣設(shè)計(jì)的動(dòng)模部分與最基本的模具結(jié)構(gòu)中的動(dòng)模部分相同�。
浮動(dòng)型腔板通過(guò)導(dǎo)柱(圖中沒(méi)有示出)固定在定模板上,設(shè)計(jì)形式可以是整體式��,也可以是鑲拼式��。導(dǎo)柱必須有足夠的長(zhǎng)度�����,(以便磨具工作時(shí))支撐浮動(dòng)型腔板完成開(kāi)合動(dòng)作�����,并在模具合模時(shí)完成對(duì)型腔和型芯的找正作用�����。導(dǎo)套分別安裝在動(dòng)模板和浮動(dòng)型腔板上��。
浮動(dòng)型
44�����、腔板的最大運(yùn)動(dòng)距離由限位釘或類(lèi)似裝置控制�。在動(dòng)模板的適當(dāng)位置鉆孔,以便安裝限位釘�����。限位釘必須有足夠的長(zhǎng)度為定模板和浮動(dòng)型腔板之間提供足夠的空間�����,從而使?jié)沧⑾到y(tǒng)的凝料順利脫落��。如果必須使用手動(dòng)方式取出凝料�����,開(kāi)模時(shí)取出凝料所需的最小距離應(yīng)為65mm��。
模具的開(kāi)模順序是:浮動(dòng)型腔板和定模板先分開(kāi)。確保模具打開(kāi)時(shí)澆注系統(tǒng)凝料立即從澆口套脫出��。為實(shí)現(xiàn)這樣的順序��,定模板和浮動(dòng)型腔板之間裝有彈簧�����。彈簧的彈力必須足夠大�,確保在初始推力的作用下浮動(dòng)型腔板跟隨動(dòng)模部分一起運(yùn)動(dòng)。彈簧套在導(dǎo)柱上�,一同裝在浮動(dòng)型腔板上相應(yīng)的彈簧座處(見(jiàn)圖5-2),這種形式在彈簧裝配中十分常見(jiàn)�。
澆注系統(tǒng)的主要部分(分流道和主流道)
45、開(kāi)設(shè)在定模板上���,為便于自動(dòng)操作�,分流道應(yīng)采用梯形截面�,以便于脫出澆注系統(tǒng)凝料��。注意�,如果采用圓形分流道,分流道的一半開(kāi)設(shè)在浮動(dòng)型腔板上���,開(kāi)模時(shí)�,分流道可能留在浮動(dòng)型腔板,將阻礙凝料的脫落或去除�。
我們已經(jīng)詳細(xì)討論模具裝配,再看這類(lèi)模具的生產(chǎn)循環(huán)過(guò)程���。
熔體經(jīng)過(guò)澆注系統(tǒng)充滿(mǎn)型腔后(見(jiàn)圖3-1(a))�����,經(jīng)過(guò)適當(dāng)?shù)谋哼^(guò)程�����,注塑機(jī)帶動(dòng)模具開(kāi)模�。壓縮彈簧的彈力立即釋放出來(lái)��,推動(dòng)浮動(dòng)型腔板和動(dòng)模部分一起移動(dòng)�����,如同前面論述的一樣��。主流道凝料被拉料桿從澆口套中拉出�。浮動(dòng)型腔板移動(dòng)預(yù)定距離后�����,被限位釘限位��。動(dòng)模部分繼續(xù)后移���,塑件由于收縮作用包緊在型芯上從型腔中脫出(跟隨動(dòng)模一同移動(dòng))。點(diǎn)澆口在結(jié)合處拉斷�����,
46�����、與分流道脫離(見(jiàn)圖3-1(b))�。
安裝在動(dòng)模部分的拉料桿脫離浮動(dòng)型腔板,澆注系統(tǒng)凝料由此脫下��,然后在浮動(dòng)型腔板和定模板之間自由落下�����。動(dòng)模部分繼續(xù)后退�����,直到推出機(jī)構(gòu)開(kāi)始運(yùn)動(dòng)��,推出塑件(見(jiàn)圖3-1(c))�����。和模時(shí)�,模具的各模板回到成型位置,重復(fù)下一個(gè)注塑循環(huán)����。
4、澆注系統(tǒng)
在注塑模中����,連接(注塑機(jī))噴嘴和各個(gè)型腔的流動(dòng)通道是十分必要的,這種進(jìn)料通道稱(chēng)為澆注系統(tǒng)�����。通常�����,澆注系統(tǒng)由主流道、分流道和澆口組成�。這些術(shù)語(yǔ)應(yīng)用在相應(yīng)的進(jìn)料通道本身,以及取出塑料時(shí)從進(jìn)料通道中一同取出的澆注系統(tǒng)凝料�����。
圖4-1所示為典型的兩版式四腔澆注系統(tǒng)�����。從圖中可以看出原料通過(guò)主流道�����、第一分流道���、第二分流道和澆口注
47���、入道型腔中。熔融塑料通過(guò)主流道和分流道時(shí)溫度降低而使熔體黏度升高����,然而�,熔體通過(guò)澆口填充型腔時(shí)�,由于剪切作用產(chǎn)生的熱量又使黏度降低。澆注系統(tǒng)要保持適當(dāng)?shù)拈L(zhǎng)度�,使熔體的壓力減少和熱量損失降到最低�。因此,設(shè)計(jì)時(shí)必須充分考慮型腔布局和澆口形式����。
4.1、主流道
主流道是將熔融塑料從注塑機(jī)噴嘴傳遞到模具型腔的通道��。主流道是澆口套的一部分�,澆口套是獨(dú)立于模具的單獨(dú)零件。
4.2��、分流道
分流道是引導(dǎo)熔體塑料進(jìn)入模具型腔的通道�。
4.3、澆口
澆口是熔融塑料進(jìn)入型腔的入口�����。澆口有以下作用:約束熔融塑料流動(dòng)��,應(yīng)道熔融塑料的流動(dòng)方向�����;使分流道和塑件末端易于分離;快速冷卻固化��,防止熔融塑料充滿(mǎn)型腔后
48����、倒流。
4.4�����、冷料井
冷料井正對(duì)著主流道����。理論上,冷料井的作用是用來(lái)儲(chǔ)存在(塑件)冷卻和推出過(guò)程中注塑機(jī)噴嘴處所形成的熔體前鋒冷料�����。也許冷料井更重要的作用是(開(kāi)模時(shí))幫助澆道凝料推出澆口套���。
塑料成型后�,主流道���、分流道和澆口部分凝料將被廢棄��。但是�,分流道和澆口對(duì)塑件質(zhì)量和成本有重要影響。
5��、推出機(jī)構(gòu)
塑料熔體在壓力作用下進(jìn)過(guò)澆注系統(tǒng)進(jìn)入模具型腔形成塑件�����,因此(塑件成型后)必須手動(dòng)取出��。此外�,所有熱塑性熔體凝固時(shí)都會(huì)收縮����,這意味這著塑件將包緊在型芯上。收縮作用使塑件脫模(存在)困難�。
注塑機(jī)為推出系統(tǒng)提高了自動(dòng)推出力,其推出動(dòng)力裝置安裝在注塑機(jī)移動(dòng)板的后面���。因此�,模具的推出系統(tǒng)安
49�、裝在動(dòng)模部分將獲得最大效率�,例如�,這部分(可以)安裝在移動(dòng)板上。我們?cè)谇懊嬲撌隽?(開(kāi)模時(shí))需要從型芯上推下塑件�,因此,塑件必須跟隨型芯(一同移動(dòng))�,推出系統(tǒng)裝在動(dòng)模部分最為合適。
模具的推出系統(tǒng)將在以下三個(gè)標(biāo)題中討論��,即:(?��。┩瞥鲋Ъ?;(ⅱ)推板裝配機(jī)構(gòu)���;(ⅲ)推出方式�����。
5.1�、推出支架
推出支架(見(jiàn)圖5-1)是模具的一部分�����,用來(lái)支撐模板�,為推板的裝配和運(yùn)動(dòng)提供空間��。推出支架通常由定模座板和幾塊支撐塊組成�����,支撐塊安裝在動(dòng)模座板上��,且便于加工成型�����。
推板裝配機(jī)構(gòu)也是模具的一部分�����,用來(lái)安裝推出零件。推板裝配機(jī)構(gòu)安裝在推板支撐架內(nèi)�,直接裝在模板后面。裝配機(jī)構(gòu)(見(jiàn)圖5-2)由推板���、推板固
50�����、定板和注塑機(jī)頂出桿組成���。注塑機(jī)頂出桿一端帶有螺紋�,通過(guò)螺紋緊固在推板上��。在這種結(jié)構(gòu)中��,頂出桿的作用不僅是推出零件�����,而且為推板裝配機(jī)構(gòu)起導(dǎo)向作用�����。注意��,頂出桿上直接相等的部分通過(guò)頂出桿套筒�����,套筒安裝在模具座板上�����。
5.2、推出方式
塑件冷卻后���,其收縮狀態(tài)決定于塑料熔體的成型過(guò)程�����。對(duì)于內(nèi)部不帶有其他形狀的塑件�����,例如���,實(shí)芯矩形件,塑件的收縮作用使其脫離型腔壁�,因此,可以采用簡(jiǎn)單的脫模方式(推出塑件)����。然而�����,若塑件具有內(nèi)部形狀�����,冷卻收縮時(shí)塑件將包緊在型芯上,因此��,有必要采用一些適當(dāng)?shù)姆椒ㄍ瞥鏊芗?
設(shè)計(jì)推出機(jī)構(gòu)時(shí)有幾種方式可供選擇��,但是�,總的來(lái)說(shuō),選擇哪種推出方式取決于塑件的形狀�����?����;镜耐瞥龇绞接幸韵聨追N:(?�。┩茥U脫模����;(ⅱ)推管脫模;(ⅲ)推件板脫模��;(ⅳ)氣動(dòng)脫模�。
17
 模具 外文翻譯 外文文獻(xiàn) 英文文獻(xiàn) 注塑模
模具 外文翻譯 外文文獻(xiàn) 英文文獻(xiàn) 注塑模