《《機(jī)械制造工藝與設(shè)備》教學(xué)檢測(cè)A》由會(huì)員分享�,可在線閱讀,更多相關(guān)《《機(jī)械制造工藝與設(shè)備》教學(xué)檢測(cè)A(6頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�����、教學(xué)檢測(cè)A
一���、選擇題(10×2分=20分)
1. 切削用量對(duì)切削溫度影響最大的是( )。
A.切削速度 B. 切削深度 C. 進(jìn)給量
2. 與工件上得已加工表面相對(duì)得刀面是( )�����。
A.前刀面 B.后刀面 C.副后刀面 D.切削平面
3. 在機(jī)械加工中直接改變工件的形狀�����,尺寸和表面質(zhì)量��,使之成為所需零件的過(guò)程稱為( )
A.生產(chǎn)過(guò)程 B.工藝過(guò)程 C.工藝規(guī)程 D.機(jī)械加工工藝過(guò)程
4. 工件在安裝定位時(shí)�����,根據(jù)加工技術(shù)要求實(shí)際限制的自由度數(shù)少于六個(gè)�����,仍滿足加工要求,這種情況稱為(
2����、 )。
A.欠定位 B.不完全定位 C.完全定位 D.過(guò)定位
5. 砂輪的硬度是指( )��。
A.磨粒的硬度 B.磨粒脫落的難易程度 C.磨粒�����、結(jié)合劑����、氣孔的體積比例
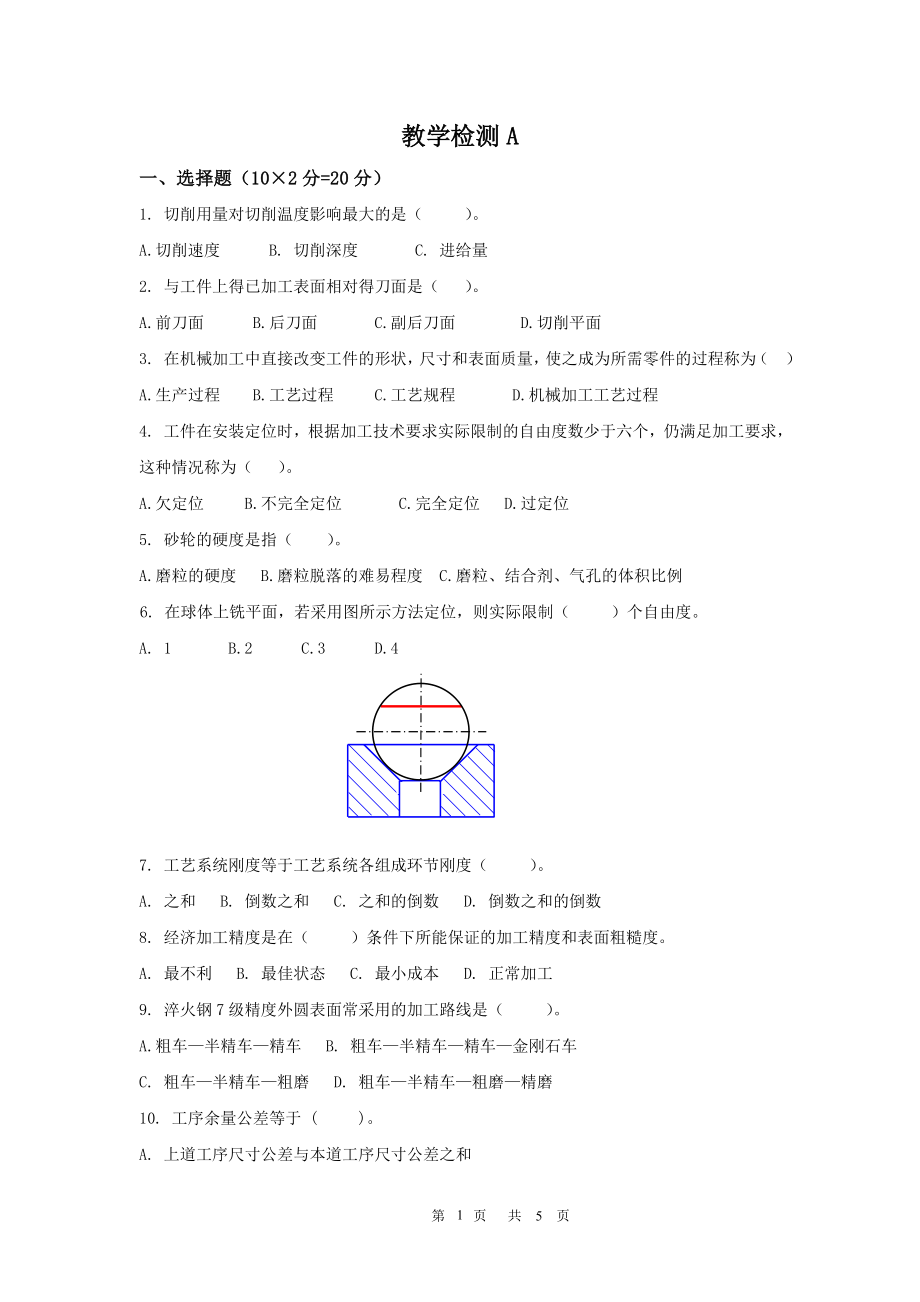
6. 在球體上銑平面�,若采用圖所示方法定位,則實(shí)際限制( )個(gè)自由度���。
A. 1 B.2 C.3 D.4
7. 工藝系統(tǒng)剛度等于工藝系統(tǒng)各組成環(huán)節(jié)剛度( )���。
A. 之和 B. 倒數(shù)之和 C. 之和的倒數(shù) D. 倒數(shù)之和的倒數(shù)
8. 經(jīng)濟(jì)加工精度是在( )條件下所能保證的加工精度和表面粗糙
3、度����。
A. 最不利 B. 最佳狀態(tài) C. 最小成本 D. 正常加工
9. 淬火鋼7級(jí)精度外圓表面常采用的加工路線是( )���。
A.粗車—半精車—精車 B. 粗車—半精車—精車—金剛石車
C. 粗車—半精車—粗磨 D. 粗車—半精車—粗磨—精磨
10. 工序余量公差等于 ( )。
A. 上道工序尺寸公差與本道工序尺寸公差之和
B. 上道工序尺寸公差與本道工序尺寸公差之差
C. 上道工序尺寸公差與本道工序尺寸公差之和的二分之一
D. 上道工序尺寸公差與本道工序尺寸公差之差的二分之一
二����、判斷題(正確的打√,錯(cuò)誤的打×)(10×1分=
4�、10分)
1. 在切削運(yùn)動(dòng)中,主運(yùn)動(dòng)只能允許有一個(gè)���。( )
2. 當(dāng)有色金屬(如銅���、鋁等)的軸類零件要求尺寸精度較高、表面粗糙度值較低時(shí)�����,不能采用磨削加工的方法����,而只能采用超精車的工藝方法。( )
3. 硬質(zhì)合金刀具熱效應(yīng)磨損的主要形式包括:相變磨損����、擴(kuò)散磨損和氧化磨損�����。( )
4. 切削用量中切削速度對(duì)刀具耐用度的影響最大����,其次為切削深度����,而進(jìn)給量對(duì)刀具耐用度的影響最小。( )
5. 欠定位在加工過(guò)程中不允許存在�����。( )
6. 磨削機(jī)床床身導(dǎo)軌時(shí)�,由于磨削熱會(huì)使導(dǎo)軌產(chǎn)生中凸。( )
7. 直線尺寸鏈中必須有增環(huán)和減環(huán)��。( )
8. 精加工時(shí)使
5�、用的定位基準(zhǔn)稱為精基準(zhǔn)�。( )
9. 主軸的徑向跳動(dòng)會(huì)引起工件的圓度誤差。( )
10. 工序尺寸的布置����,一般采用“入體原則”�,因此對(duì)于軸類外圓表面工序尺寸�����,應(yīng)標(biāo)成上偏差為零�,對(duì)于內(nèi)孔類表面工序尺寸,應(yīng)標(biāo)成下偏差為零��。( )
三����、填空題(20×1分=20分)
1.機(jī)械加工工藝系統(tǒng)由 、 �����、 和 組成�。
2.下圖為車削工件端面的示意圖,圖上標(biāo)注的進(jìn)給運(yùn)動(dòng)是 ��,主偏角是 ����,刀具后角是 ���,已加工
6、表面是 ��。
3. 一次磨刀之后����,刀具進(jìn)行切削,后刀面允許的最大磨損量(VBB)�,稱為 , 或者叫做磨損限度���。
4. 車外圓時(shí)���,導(dǎo)軌水平面內(nèi)的直線度誤差對(duì)零件加工精度的影響比垂直面內(nèi)的直線度誤差影響 得多,故稱水平方向?yàn)檐囅骷庸さ恼`差 方向��。
5. 工序是指 �����。
6. 工藝過(guò)程一般劃分為 �、 ��、 和 四個(gè)加工階
7、段�。
7. 工藝尺寸鏈的兩個(gè)特征是 和 。
8. 工藝系統(tǒng)熱變形的熱源大致可分內(nèi)部熱源和外部熱源���。內(nèi)部熱源包括 和 ��。
四��、名詞解釋題(5×2分=10分)
1. 基準(zhǔn)重合
2. 變值性系統(tǒng)誤差
3. 機(jī)械加工工藝規(guī)程
4. 刀具耐用度
5. 加工精度
五�����、簡(jiǎn)答題(5×4分=20分)
1. 粗基準(zhǔn)的選擇原則是什么����?
2. 什么是裝配����?保證裝配精度的工藝方法有哪些?
3. 刀具磨
8����、損的方式有幾種�?磨損原因是什么��?
4. 影響加工余量的因素有哪些���?
5. 表面質(zhì)量的含義包含哪些主要內(nèi)容�����?
六����、計(jì)算題(2×10分=20分)
1. 加工下述零件����,以B面定位,加工表面A����,保證尺寸10+0.2mm,試畫(huà)出尺寸鏈并求出工序尺寸L及公差����。
2. 某批環(huán)形零件在銑床上采用調(diào)整法銑削一缺口,其尺寸見(jiàn)下面零件圖�����,要求保證尺寸43 0-0.1mm。現(xiàn)采用900的V形塊和支承板兩種定位方案��,試分別求它們的定位誤差�����,并判斷能否滿足加工要求�。(已知銑削加工的ω=0.05mm)
6
第 頁(yè) 共 5 頁(yè)
 《機(jī)械制造工藝與設(shè)備》教學(xué)檢測(cè)A
《機(jī)械制造工藝與設(shè)備》教學(xué)檢測(cè)A