《三菱PLC 西門子PLC PLC編程實(shí)例》由會(huì)員分享��,可在線閱讀���,更多相關(guān)《三菱PLC 西門子PLC PLC編程實(shí)例(8頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1、三菱PLC西門子PLC PLC編程實(shí)例之汽車自動(dòng)清洗機(jī)
一臺(tái)汽車自動(dòng)清洗機(jī)���,用于對(duì)汽車迸行清洗���,對(duì)該機(jī)的動(dòng)作要求如下:
將汽車開到清洗機(jī)上���,工作人員按下啟動(dòng)按鈕,清洗機(jī)帶動(dòng)汽車開始移動(dòng)���,同時(shí)打 開噴淋閥門對(duì)汽車進(jìn)行沖洗�、當(dāng)檢測(cè)開關(guān)檢測(cè)到汽車達(dá)到刷洗距離時(shí)�����,旋轉(zhuǎn)刷子開始旋 轉(zhuǎn)����,對(duì)汽車進(jìn)行刷洗。當(dāng)檢測(cè)列汽車離開清洗機(jī)時(shí)����,清洗機(jī)停止移動(dòng),旋轉(zhuǎn)刷子停止��,噴淋 閥門關(guān)閉�,清洗結(jié)束。
按停止按鈕���,全部動(dòng)作停止�����。
控制方案設(shè)計(jì)
1.輸入/輸出元件及控制功能
如表32—1所示��,介紹了實(shí)32中用到的輸入/輸出元件及控制功能�。
32-1輸入出元件及控%!功能
PLC救元樣
元樣文字符號(hào)
元
2、件*再
村入
X0
SBI
麻功清洗機(jī)
XI
SB2
停H枝鋰
X2
SQ
檢揖拜美
轄出
Y0
YV
電
門
YI
KMI
&H3K I
Y2
XM2
「樓觸暮2
2. 電路設(shè)計(jì)
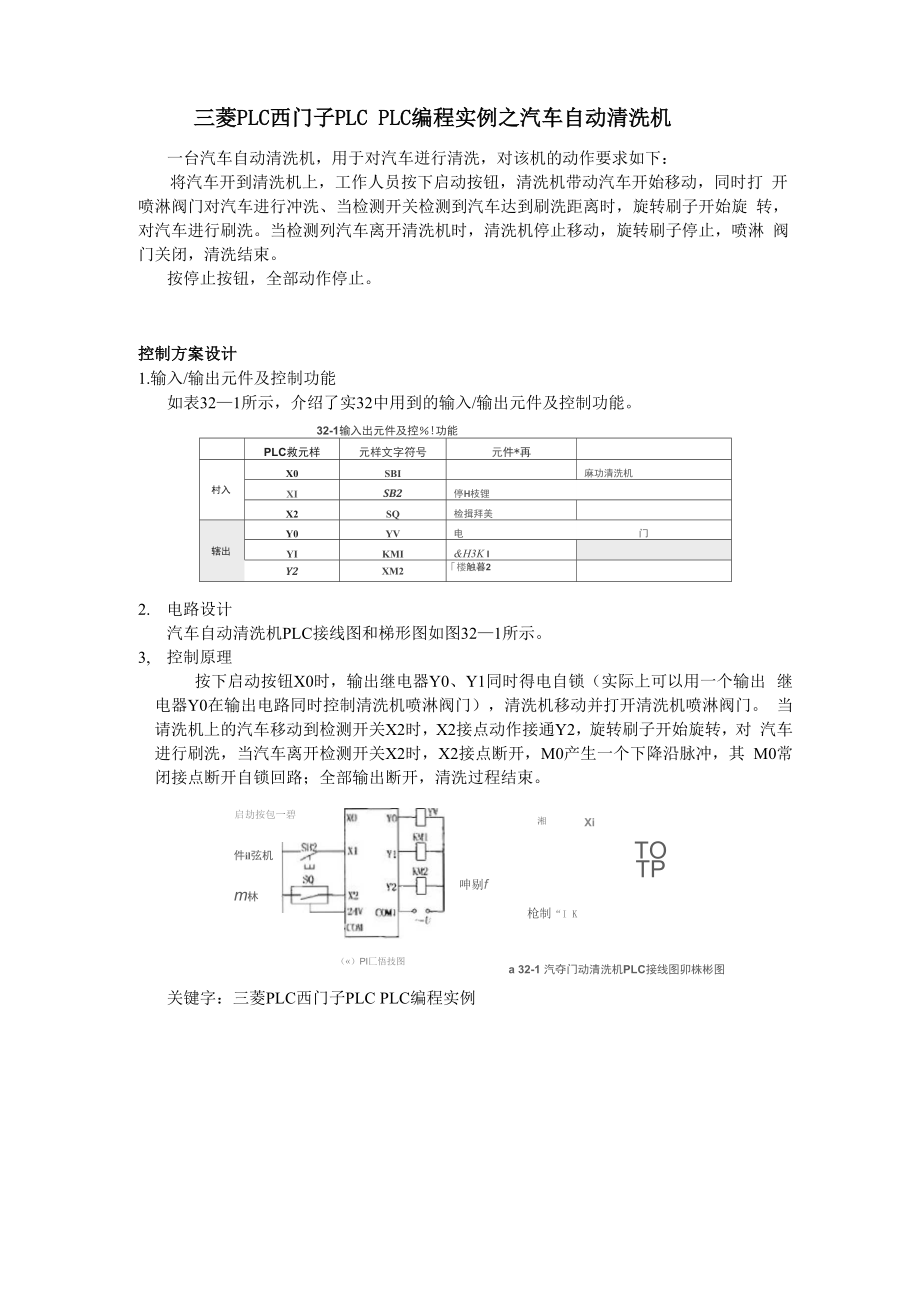
汽車自動(dòng)清洗機(jī)PLC接線圖和梯形圖如圖32—1所示���。
3, 控制原理
件il弦機(jī)
m林
啟劫按包一碧
呻剔f
(?)pi匚悟技圖
按下啟動(dòng)按鈕X0時(shí)����,輸出繼電器Y0���、Y1同時(shí)得電自鎖(實(shí)際上可以用一個(gè)輸出 繼電器Y0在輸出電路同時(shí)控制清洗機(jī)噴淋閥門)��,清洗機(jī)移動(dòng)并打開清洗機(jī)噴淋閥門���。 當(dāng)請(qǐng)洗機(jī)上的汽車移動(dòng)到檢測(cè)開關(guān)X2時(shí),X2接
3���、點(diǎn)動(dòng)作接通Y2����,旋轉(zhuǎn)刷子開始旋轉(zhuǎn)���,對(duì) 汽車進(jìn)行刷洗�,當(dāng)汽車離開檢測(cè)開關(guān)X2時(shí)����,X2接點(diǎn)斷開,M0產(chǎn)生一個(gè)下降沿脈沖����,其 M0常閉接點(diǎn)斷開自鎖回路;全部輸出斷開���,清洗過程結(jié)束��。
Xi
湘
槍制“I K
TO
TP
a 32-1 汽奪門動(dòng)清洗機(jī)PLC接線圖卯株彬圖
關(guān)鍵字:三菱PLC西門子PLC PLC編程實(shí)例
三菱PLC西門子PLC PLC編程實(shí)例之條碼圖
在電路的控制中�,在改變電路的數(shù)據(jù)時(shí)��,用如圖29-1所示的條形囹顯示數(shù)據(jù)����。具有 直觀清楚的效果���。圖中有16個(gè)發(fā)光二機(jī)管,初始時(shí)有8個(gè)發(fā)光二極管亮�,按動(dòng)減按鈕, 減少條形圖的發(fā)先長(zhǎng)度����;按動(dòng)加按鈕,增加條形圖的發(fā)光長(zhǎng)度��。
圖
4��、網(wǎng)��;條嶗朗
控制方案設(shè)計(jì)
4. 輸入/輸出元件及控制功能
如表29-1所示����,介紹了實(shí)29中用到的輸入/輸出元件及控制功能。
表29-1輸入嘲出元件及控制功新
FLC敦元件
元伸文字符號(hào)
元件“秣
碓就功隧
對(duì)
按鈕
舟加條/四的發(fā)光氏搜
XI
海
按鈕
命出
Y0—YI7
1怔他條料
還示16位炭光二展管
5. 電路設(shè)計(jì)
S29-2條內(nèi)圖控制FLC接統(tǒng)圖
URQQ2
W293條碼圖控財(cái)梯形帶
6, 控制原理
十進(jìn)制數(shù)K255等于二進(jìn)制數(shù)0000000011111111 PLC運(yùn)行時(shí)初始化脈沖M8002
5����、產(chǎn)生一個(gè)脈沖,將常數(shù)K255傳送到K4Y0,結(jié)果Y7?Y0得電�,發(fā)光二極管HL1? HL8得電發(fā)光���。
PLC 運(yùn)行時(shí),M8000=l, M8001 = 0��。
按下加按鈕X0,執(zhí)行左移指令SRTLP,原數(shù)據(jù)0000000011111111左移一位��,M8000 的1傳送給最忘端的低位Y0,移位的結(jié)果為K4Y0=000000011111111 Y10?Y0得電���。
如果按下減按鈕X1,執(zhí)行右移指令SFTRP�����,原數(shù)據(jù)0000000011111111右移一位�����, M8001的0傳送給左端的最高位Y17��,移位的結(jié)果為K4Y0=0000000011111111 Y6? Y0得電�。條碼圖控制原理圖如圖29-
6、4所示����。
0 OOODOOODiniL l 11 l~l
執(zhí)行右榜拘■號(hào)SFTRP 執(zhí)行左移擂命并TLP
噤刑脫押副廉理朝
關(guān)鍵字:三菱PLC西門子PLC PLC編程實(shí)例 條碼圖
三菱PLC西門子PLC編程實(shí)例之組合鉆床實(shí)例24
某組合鉆床如圖24-1所示���,用于在圓形工件上鉆6個(gè)均勻分布的孑L。大小拈用三相 異步電動(dòng)機(jī)驅(qū)動(dòng)�,其他均由液壓系統(tǒng)驅(qū)動(dòng)。
操作人員放好工件后�,按下啟動(dòng)按鈕,主電機(jī)啟動(dòng)�����,大小兩只鉆頭同時(shí)轉(zhuǎn)動(dòng)�����,夾緊電磁 閥Y0得電�,夾緊裝置下移將工件夾緊,夾緊后限位開關(guān)X1動(dòng)作���,大小鉆頭下降�����,電磁閥 Y1���、Y3得電���,大小粘頭同時(shí)開始向下進(jìn)給。
大鉆頭鉆到位時(shí)�����,大鉆頭下限位開
7��、關(guān)X2動(dòng)作����,大鉆上升電磁閥Y2得電使大鉆上升���, 升到大鉆原限位開關(guān)X3時(shí)停止�。小鉆頭鉆到位時(shí)���,小鉆頭下限位開關(guān)X4動(dòng)作�,小鉆上升 電磁閥Y4得電使大鉆上升��,升到小鉆原限位開關(guān)X5時(shí)停止���。
兩個(gè)鉆頭都到位后����,工作臺(tái)Y5得電,工件旋轉(zhuǎn)120”���,限位開關(guān)X6動(dòng)作�,工作臺(tái)停止��, 又開始鉆第二對(duì)孔�。孔鉆3次后���,放松電磁閥Y6得電���,夾緊裝置上移將工件松開.松開到 時(shí)位,限位開關(guān)X7動(dòng)作�����,完成一次加工�����。
控制方案設(shè)計(jì)
7. 輸入/輸出元件及控制功能
如表24-1所示�����,介紹了實(shí)例24中用到的輸入/輸出元件及控制功能。
? 24 1輸入/輸出元件及.控制功能
PLC款元料
元忤交字禰號(hào)
8�����、
元樣名禰
控制1功能
X0
sat
碇蝴摘刷
XI
SQ1
美
鹿搟開美
X2
SQ2
X*
SQ3
用位開美
大帖kWtt?F美
X4
SQ4
覆位開美
小的F眼技開禿
X5
SQ5
fft位開英
小怙m楠開at
X6
SQ*
限科開美
圓盤羚杵開美
X7
松亦眼段汗美
xto
SB2
按槌
附止技詢
心軟元骨
元件文字符死
元件去稱
愉出
Y0
YVI
_L件夾緊
YI
YV2
大衫下降
Y2
YV3
大鉆上升
Y3
YV4
小時(shí)F降
9��、Y4
YV5
電的1
小以上升
Y5
YV6
電泌網(wǎng)
].作舍轉(zhuǎn)動(dòng)
Y6
YV7
工件虢松
Y7
KM
人柘小t」i也理.?尊Lt?嗣
8. 電路設(shè)計(jì)
組合鉆床PLC接線圖如圖24-2所示���,梯形圖如圖24—3所示���。
AI衛(wèi)
I-件大騷
長(zhǎng)鉆刖
大H股
小鉆FW
■bWi f-.ru
『件構(gòu)F
抖k:
辱K 一
g y 一
SR2
10
* ]
E 1
i:i
?5
門
4 1
Y��,1
-C
七
—
Y6
A. R
Y-
—
F
1 ��;口
—
10��、A
:.3
圳1
O
?”.S 踞y 一
-
"頓3
5大紫;
.���,��、話卜此
Xtt M
小鉆卜-降
小昂FJ-
「2 ¥心
"?成I
t軸電動(dòng)機(jī)
輸由|唳5X
24-2稅合鉆諫PLC:捱線囹
9, 控制原理
PLC初次運(yùn)行時(shí)��,初始化脈仲M(fèi)8002使M8034得電自鎖���,禁止Y輸出�,并將初 始步S0置位����。按下啟動(dòng)按鈕XO,S520置位��。Y7置位�����。電動(dòng)機(jī)得電�,大小兩只鉆頭同 時(shí)轉(zhuǎn)動(dòng)。夾緊電磁閥YO得電����,夾緊裝置下移將工件夾緊,夾緊后限位開關(guān)X1動(dòng)作�����, S521和S523同時(shí)置位。
S521置位��,申磁閥Y1得電��,大鉆下降�����。大鉆頭鉆到位時(shí)���,大鉆頭下限
11����、位開關(guān)X2 動(dòng)作��,S522置位�,電磁閥Y2得電使大鉆上升�����,升到大鉆原限位開關(guān)X3時(shí)Y2失電停止���。
S523置位���,電磁閥Y3得電���,小鉆下降。小鉆頭鉆到位時(shí)����,小鉆頭下限位開關(guān)X4 動(dòng)作,S524置位��,電磁閥Y4得電使小鉆上升��,升到小鉆原限位開關(guān)X5時(shí)Y4失電停止����。
T~
HS034
T —
WDQ2
Tl^1
MfiOO?
a&人堆hr
話貝勒£
S52I
SO
—UP—1 |陌1_| 丫口 粘頭懺止
W啟切|一r―
HI——T花H涸h
站:j.蜉止
S520
A¥ ixi
大牯 T
i一一迎刃惦頭航j(luò)W
火留
小牯
-0^-1—
WJz頃 嬲 23
12、x姑 1 ?*■
-G —
小怕卜訕41
頑呼
小詁卜降
S52J 理小怙】柴 ―00——片 �����。I升
—cU>rrt
5521
人拈I K
「1���、估圍
S522 S524 X3 >5 .__,
{D_4[?—I H r~〔SET |$ 5洞
SG25
■jD
-@ I.升
P.fli
◎
S52S
A3M 1IT
4 PLSTMO
」髯下占ijn I
TTMsetI 頑
-ff [set]際 as
b5鄧
~-[iii-
臉開
17
-i I_
松斤
1
It) SFC 圖 Ch) ST1.W
K24-3 梯脂陶
兩個(gè)鉆頭都到
13���、位后X3和X5接通,S525置位,計(jì)數(shù)器C0計(jì)數(shù)一次����, Y5得 電,工件旋轉(zhuǎn)120����。,限位開關(guān)X6動(dòng)作�����,工作臺(tái)停止���。S520置位�,又開始鉆第二對(duì)孔�����。 孔鉆3次后�����,放松電磁閥Y6得電�,夾緊裝置上移將工件松開,松開到位時(shí)��,限位開關(guān) X7動(dòng)作�����,完成一次加工�����。(注意:從S525轉(zhuǎn)移到S520的轉(zhuǎn)換條件不能直接用X6����,這 是因?yàn)橄尬婚_關(guān)X6正常就是處于動(dòng)作狀態(tài)下的,這樣當(dāng)S525置位時(shí)����,由子X6按點(diǎn)閉 合;就會(huì)立即跳轉(zhuǎn)到S520使Y5不能得電.用圖24-3所示的脈沖接點(diǎn)M0��、M1則可 避免這種現(xiàn)象�,請(qǐng)自行分析,或參閱《電氣可編程控制原理與應(yīng)用》)�。
當(dāng)計(jì)數(shù)器C0計(jì)數(shù)值為3時(shí),S526置位��,將計(jì)數(shù)器C0
14、的計(jì)數(shù)值復(fù)位���,Y6得電���,夾 緊裝置上移將工件松開,限位開關(guān)X7動(dòng)作�����,夾緊裝置停上����,返回到初始步S0,工件加 工結(jié)束�。
關(guān)鍵字:三菱PLC西門子PLC PLC編程實(shí)例
三菱PLC西門子PLC編程實(shí)例之5行8列LED矩陣依次發(fā)光控制
用移位指令控制一個(gè)5行8列的發(fā)光二極管的矩陣塊,要求矩陣發(fā)光二極管燈從左 到右�����,從上到下��,每個(gè)發(fā)光二極管燈順次發(fā)光0.5s�,并周而復(fù)始。
控制方案設(shè)計(jì)
10. 輸入/輸出元件及控制功能
如表28-1所示���,介紹了實(shí)28中用到的輸入/輸出元件及控制功能�����。
A 28-1 愉入F藉出元件及控制功能
PLCffcji#
元件女字笄壕
元樣名琦
膠制功旃
15���、
了入
?出
X0
YQ-Y7
SA
列糧山
打尊出
11. 電路設(shè)計(jì)
5行8列LED矩陣依次發(fā)光控制接線圖如圖28-1所示,梯形圖如圖28-2所示���。
12, 控制原理
合上控制開關(guān) SA ���, X0 = 1 , 進(jìn)入控制狀態(tài)
Pi.C
ST
YJO
_c
—
口 L
-1%
瞄
蛔]電
m
Y13 J—?— u
?電
yi4
J M
0 '
2
,號(hào)
—
瞄
5 _
6
16����、7
Y0
Y1')
Y2
Y3 '
Y4 ,
V5
Y6 1
Y?
CO呻
COM4
cm\
圖即-I 5 fj R列LED爐陣接線圖
T I—土R―C① 州�。mn*沖
FO
~I I dJ) KA
CO
T I—見T |卬I
xo
—I ]—[旺可刨也網(wǎng) 11'胞出撩制
KO TI
T I_奸—CjD X 5 0.依琳沖
I
T I CaD KR
4U-mn
知 L , I
T |一~|毆如¥0間烈輸出荒削
延口場(chǎng)|m] YO-YI1夏仇
圖找邊5行8列LED炬降控制梯形圖
定時(shí)器T0每隔4s發(fā)一個(gè)脈沖,計(jì)數(shù)器C0對(duì)T0的脈沖進(jìn)行計(jì)數(shù)�,C0是一個(gè)循環(huán)計(jì)數(shù) 器,計(jì)數(shù)值為5,執(zhí)行EDCO譯碼指令���,將C0計(jì)數(shù)值0~4譯碼����,結(jié)果分別對(duì)應(yīng)于Y10?Y14, Y10-Y14依次每隔4s接通,控制矩陣的行輸出����。
定時(shí)器T1每隔05s發(fā)一個(gè)脈沖,計(jì)數(shù)器C1對(duì)T1的脈沖進(jìn)行計(jì)數(shù)����,C1是一個(gè)循環(huán)計(jì) 數(shù)器,計(jì)數(shù)值為8,執(zhí)行EDCO譯碼指令��,將C1計(jì)數(shù)值0?7譯碼�����,結(jié)果分別對(duì)應(yīng)于Y為?Y7, Y0?Y7依次每隔0.5s接通�����,控制矩陣的列輸出�。
關(guān)鍵字:三菱PLC西門子PLC PLC編程實(shí)例
 三菱PLC 西門子PLC PLC編程實(shí)例
三菱PLC 西門子PLC PLC編程實(shí)例