《機(jī)械制造裝備設(shè)計(jì)》由會(huì)員分享�����,可在線閱讀����,更多相關(guān)《機(jī)械制造裝備設(shè)計(jì)(9頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�、《機(jī)械制造裝備設(shè)計(jì)》模擬試題1
一、簡(jiǎn)答題(每小題3分�����,共12分)
1. 轉(zhuǎn)塔式組合機(jī)床:能將幾個(gè)多軸箱安裝在轉(zhuǎn)塔回轉(zhuǎn)工作臺(tái)上�,使每個(gè)多軸箱依次轉(zhuǎn)動(dòng)到加工位置對(duì)工件進(jìn)行加工的組合機(jī)床����。
2. 成形式拉削: 利用刀齒的輪廓與工件最終加工表面形狀相似��,切削齒高度向后遞增��,工件的余量被一層一層地切去���,由最后一個(gè)刀齒切出所要求的尺寸��,經(jīng)校準(zhǔn)齒修光達(dá)到預(yù)定的加工精度的拉削�����。
3. 機(jī)床夾具: 機(jī)床夾具是機(jī)械加工中用來(lái)確定加工工件的正確位置�,并使工件固定�����,以承受切削力��,便于接受加工的工藝裝備�����。
4. 機(jī)床裝料高度: 指機(jī)床上,工件安裝基面至機(jī)床底面的垂直距離����。
二��、填空題(每空1分��,共16分)
2�、
1. 生產(chǎn)線上常用的工藝裝備包括【夾具、模具����、刀具、量具】輔具�、檢具。
2. 組合機(jī)床總體設(shè)計(jì)的三圖一卡是指【被加工零件工序圖�、加工示意圖、機(jī)床聯(lián)系尺寸圖����、機(jī)床生產(chǎn)率卡】
3. 工件以粗基準(zhǔn)和精基準(zhǔn)平面定位,采用(鋸齒頭支承釘 )和( 一組支承板 )作定位元件�����;工件以粗基準(zhǔn)孔和精基準(zhǔn)孔定位,采用( 可脹心軸 )和( 定位銷(xiāo) )作定位元件
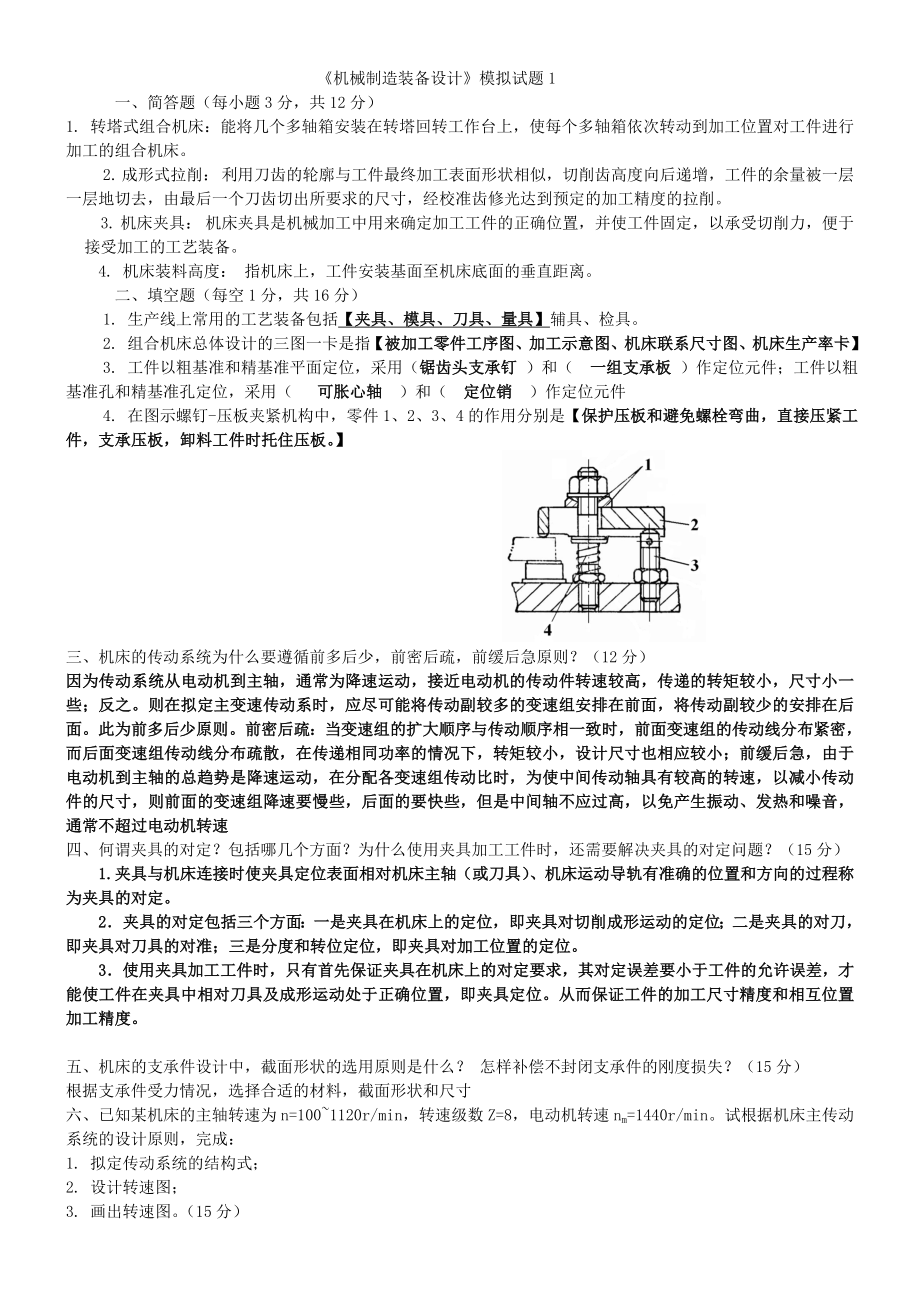
4. 在圖示螺釘-壓板夾緊機(jī)構(gòu)中�,零件1、2�、3、4的作用分別是【保護(hù)壓板和避免螺栓彎曲���,直接壓緊工件�,支承壓板�����,卸料工件時(shí)托住壓板�。】
三�����、機(jī)床的傳動(dòng)系統(tǒng)為什么要遵循前多后少�,前密后疏,前緩后急原則��?(
3��、12分)
因?yàn)閭鲃?dòng)系統(tǒng)從電動(dòng)機(jī)到主軸,通常為降速運(yùn)動(dòng)���,接近電動(dòng)機(jī)的傳動(dòng)件轉(zhuǎn)速較高����,傳遞的轉(zhuǎn)矩較小�,尺寸小一些;反之���。則在擬定主變速傳動(dòng)系時(shí),應(yīng)盡可能將傳動(dòng)副較多的變速組安排在前面�,將傳動(dòng)副較少的安排在后面。此為前多后少原則���。前密后疏:當(dāng)變速組的擴(kuò)大順序與傳動(dòng)順序相一致時(shí)���,前面變速組的傳動(dòng)線分布緊密,而后面變速組傳動(dòng)線分布疏散�����,在傳遞相同功率的情況下��,轉(zhuǎn)矩較小,設(shè)計(jì)尺寸也相應(yīng)較?�?��;前緩后急�����,由于電動(dòng)機(jī)到主軸的總趨勢(shì)是降速運(yùn)動(dòng)�����,在分配各變速組傳動(dòng)比時(shí)�,為使中間傳動(dòng)軸具有較高的轉(zhuǎn)速�,以減小傳動(dòng)件的尺寸,則前面的變速組降速要慢些��,后面的要快些�,但是中間軸不應(yīng)過(guò)高,以免產(chǎn)生振動(dòng)�、發(fā)熱和噪音,通常不超過(guò)
4��、電動(dòng)機(jī)轉(zhuǎn)速
四��、何謂夾具的對(duì)定?包括哪幾個(gè)方面�����?為什么使用夾具加工工件時(shí)���,還需要解決夾具的對(duì)定問(wèn)題��?(15分)
1. 夾具與機(jī)床連接時(shí)使夾具定位表面相對(duì)機(jī)床主軸(或刀具)��、機(jī)床運(yùn)動(dòng)導(dǎo)軌有準(zhǔn)確的位置和方向的過(guò)程稱為夾具的對(duì)定�����。
2.夾具的對(duì)定包括三個(gè)方面:一是夾具在機(jī)床上的定位,即夾具對(duì)切削成形運(yùn)動(dòng)的定位����;二是夾具的對(duì)刀,即夾具對(duì)刀具的對(duì)準(zhǔn)�����;三是分度和轉(zhuǎn)位定位�,即夾具對(duì)加工位置的定位�。
3.使用夾具加工工件時(shí)��,只有首先保證夾具在機(jī)床上的對(duì)定要求���,其對(duì)定誤差要小于工件的允許誤差��,才能使工件在夾具中相對(duì)刀具及成形運(yùn)動(dòng)處于正確位置�����,即夾具定位��。從而保證工件的加工尺寸精度和相互位置加工精度����。
5���、
五�����、機(jī)床的支承件設(shè)計(jì)中���,截面形狀的選用原則是什么�? 怎樣補(bǔ)償不封閉支承件的剛度損失����?(15分)
根據(jù)支承件受力情況,選擇合適的材料�,截面形狀和尺寸
六、已知某機(jī)床的主軸轉(zhuǎn)速為n=100~1120r/min���,轉(zhuǎn)速級(jí)數(shù)Z=8��,電動(dòng)機(jī)轉(zhuǎn)速nm=1440r/min��。試根據(jù)機(jī)床主傳動(dòng)系統(tǒng)的設(shè)計(jì)原則�����,完成:
1. 擬定傳動(dòng)系統(tǒng)的結(jié)構(gòu)式����;
2. 設(shè)計(jì)轉(zhuǎn)速圖�;
3. 畫(huà)出轉(zhuǎn)速圖�。(15分)
七、在如圖所示零件上銑槽�����,要求保證尺寸 和槽寬12h9。現(xiàn)有三種定位方案���,如圖 b�、c����、d 所示,試計(jì)算三種方案的定位誤差����,從中選出最優(yōu)方案。
六
6�����、���、設(shè)計(jì)題(15分)
1. 計(jì)算公比φ
已知:��,Z=8 . 根據(jù) , 則, 即:φ=1.41
2.確定傳動(dòng)組���、傳動(dòng)副和擴(kuò)大順序
根據(jù)傳動(dòng)組和傳動(dòng)副擬定原則����,可選方案有:① Z=4ⅹ2��; ② Z=2ⅹ4��;③ Z=2ⅹ2ⅹ2
在方案①����,②中,可減少一根軸�,但有一個(gè)傳動(dòng)組內(nèi)有四個(gè)傳動(dòng)副,增加傳動(dòng)軸軸向長(zhǎng)度���,所以選擇方案③:Z=2ⅹ2ⅹ2
根據(jù)前疏后密原則����,選擇結(jié)構(gòu)式為: 8=21ⅹ22ⅹ24
3. 轉(zhuǎn)速圖繪制設(shè)計(jì)
① 主軸各級(jí)轉(zhuǎn)速為:100��,140��,200�����,280���,400���,560,800�����,1120 r/min
② 確定定比傳動(dòng)比:取軸Ⅰ的轉(zhuǎn)速
7�����、值為800r/min��,則電機(jī)軸與軸 的傳動(dòng)比為:
③ 確定各變速組最小傳動(dòng)比
從轉(zhuǎn)速點(diǎn)800 r/min到100r/min共有6格�����,三個(gè)變速組的最小傳動(dòng)線平均下降兩格����,按照前緩
后急的原則,第二變速組最小傳動(dòng)線下降2格;第一變速組最小傳動(dòng)線下降2-1=1格��;第三變速組最小傳動(dòng)線下降2+1=3格���。
4. 繪制轉(zhuǎn)速圖
七�����、分析計(jì)算題(15分)
解 1)分析 鍵寬尺寸���,由銑刀的相應(yīng)尺寸來(lái)保證。槽底位置尺寸540-0.14的加工誤差����,在三種定位方案中不同。方案 b���、c 產(chǎn)生基準(zhǔn)位移誤差Δj . y(b)�����、Δj . y(c)和基準(zhǔn)不重合誤差Δ
8��、j . b(b)�����、Δj . b(c)���;方案 d 的定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)重合,Δ j . b(d)=0����。
2)計(jì)算誤差 已知工件內(nèi)孔的TD = 0.03mm,工件外徑的Td = 0.10mm�,心軸的Td1 = 0.02mm,工件的δ54=0.14mm�。
方案b的定位誤差
方案c的定位誤差
方案d的定位誤差
3)比較、判斷 根據(jù)計(jì)算得:
9���、
因 而且 ���,
故方案d是能滿足加工要求的最優(yōu)方案。
《機(jī)械制造裝備設(shè)計(jì)》模擬試題2
一����、簡(jiǎn)答題(每小題3分,共12分)
1. 孔加工復(fù)合刀具:1. 由兩把或兩把以上單個(gè)孔加工刀具結(jié)合在一個(gè)刀體上形成的專(zhuān)用刀具稱為孔加工刀具����。
2. 夾具對(duì)定裝置:2. 能實(shí)現(xiàn)夾具在機(jī)床上定位�����、固定��,即確保夾具相對(duì)機(jī)床主軸(或刀具)��、機(jī)床運(yùn)動(dòng)導(dǎo)軌有準(zhǔn)確的位置和方向的裝置�����。
3. 機(jī)床生產(chǎn)率:3. 機(jī)床的生產(chǎn)率是指機(jī)床在單位時(shí)間內(nèi)所能加工的工件數(shù)量����。
4. 機(jī)床前備量:4. 組
10����、合機(jī)床中,為補(bǔ)償?shù)毒吣p或制造�、安裝誤差,動(dòng)力部件可向前調(diào)節(jié)的距離
二�����、填空題(每空1分,共16分)
1. 機(jī)床的總體方案擬定包括(掌握機(jī)床的設(shè)計(jì)依據(jù))�����、(工藝分析)���、(總體布局)、(確定主要的技術(shù)參數(shù))
2. 機(jī)床的主要技術(shù)參數(shù)包括【主參數(shù)����、尺寸參數(shù)、運(yùn)動(dòng)參數(shù)和動(dòng)力參數(shù)】
3. 針對(duì)不同工藝要求��,鉆削夾具可采用【固定鉆套���、可換鉆套���、快換鉆套、特殊鉆套】等鉆套����。
4. 設(shè)計(jì)孔加工復(fù)合刀具時(shí),合理選擇結(jié)構(gòu)形式應(yīng)考慮哪些因素:【刀具的強(qiáng)度和剛度��、工件加工精度及表面質(zhì)量、合理的使用壽命���、刃磨方便】
三��、機(jī)床變速傳動(dòng)系統(tǒng)中�����,為什么要有傳動(dòng)比限制���,各變速組的變速范圍是否一定在限制的范圍內(nèi),為
11�、什么?(12分)
四�����、銑床專(zhuān)用夾具主要由哪幾個(gè)部件組成?��,F(xiàn)要設(shè)計(jì)一個(gè)銑削傳動(dòng)軸的外圓軸向不通鍵槽夾具�����,試問(wèn)需要采用怎樣的定位方案����,限制工件的哪些自由度?畫(huà)簡(jiǎn)圖示意�,夾具采用什么型式的對(duì)刀塊?夾具如何在機(jī)床上對(duì)定���。(15分)
銑床夾具主要由夾具體�、定位裝置�����、夾緊裝置����、對(duì)刀裝置�、夾具定位鍵等組成。
設(shè)計(jì)銑削傳動(dòng)軸軸向不通鍵槽的專(zhuān)用夾具����,應(yīng)采用傳動(dòng)軸外圓為主要定位基準(zhǔn),一端面為第二定位基準(zhǔn)��。以長(zhǎng)V形塊與軸外圓接觸�����,限制2個(gè)移動(dòng)和2個(gè)轉(zhuǎn)動(dòng)自由度,以一個(gè)支承釘與軸端面接觸�,限制1個(gè)移動(dòng)自由度。 畫(huà)示意圖��。
見(jiàn)教材選擇對(duì)刀裝置和對(duì)定裝置����。
五、組合機(jī)床中具有哪些動(dòng)力部件��,能實(shí)現(xiàn)機(jī)床的什么
12���、運(yùn)動(dòng)��?動(dòng)力部件的主要參數(shù)及選擇原則是什么�?(15分)
1. 組合機(jī)床的動(dòng)力部件包括動(dòng)力滑臺(tái)及其相配套使用的動(dòng)力箱和各種單軸切削頭�����,如銑削頭��、鉆削頭、鏜孔車(chē)端面孔��。
2. 加工時(shí)��,動(dòng)力箱由電動(dòng)機(jī)驅(qū)動(dòng)���,帶動(dòng)多軸箱驅(qū)動(dòng)刀具主軸作旋轉(zhuǎn)主運(yùn)動(dòng)�����。動(dòng)力滑臺(tái)帶動(dòng)刀具主軸作直線進(jìn)給運(yùn)動(dòng)��。
3.動(dòng)力部件的主要參數(shù)是包括驅(qū)動(dòng)動(dòng)力箱的電動(dòng)機(jī)功率���,動(dòng)力滑臺(tái)的軸向進(jìn)給力、進(jìn)給速度和進(jìn)給行程�。
切削功率 根據(jù)各刀具主軸的切削用量����,計(jì)算出總切削功率,再考慮傳動(dòng)效率或空載功率損耗及載荷附加功率損耗���,作為選擇主傳動(dòng)用動(dòng)力箱的電動(dòng)機(jī)型號(hào)和規(guī)格��。
進(jìn)給力 根據(jù)確定的切削用量計(jì)算出各主軸的軸向切削合力∑F��, 以∑F <
13�、F進(jìn) 來(lái)確定動(dòng)力滑臺(tái)的型號(hào)和規(guī)格。
進(jìn)給速度 根據(jù)要求選擇的快速行程速度v快 < 動(dòng)力滑臺(tái)規(guī)定的快速行程速度v滑臺(tái)(快)�����; 選擇的切削用量每分鐘工作進(jìn)給速度vf(選)> 動(dòng)力滑臺(tái)額定的最小進(jìn)給量vf(額定)��。
進(jìn)給行程 設(shè)計(jì)中所確定的動(dòng)力部件總行程<所選動(dòng)力滑臺(tái)的最大行程����。
六、已知某機(jī)床的主軸轉(zhuǎn)速為n=118~1320r/min��,轉(zhuǎn)速級(jí)數(shù)Z=8�����,電動(dòng)機(jī)轉(zhuǎn)速nm=1440r/min��。試根據(jù)機(jī)床主傳動(dòng)系統(tǒng)的設(shè)計(jì)原則���,完成:
1. 擬定傳動(dòng)系統(tǒng)的結(jié)構(gòu)式���;
2. 設(shè)計(jì)轉(zhuǎn)速圖�����;
3. 畫(huà)出轉(zhuǎn)速圖�。(15分)
七�����、按圖示定位
14���、方案銑削工件上的臺(tái)階面�����,工件高度尺寸為44±0.13mm�����,要求保正尺寸18±0.14mm。試分析和計(jì)算這時(shí)的定位誤差�,并判斷該定位方案是否合理,若不合理如何改進(jìn)�,并畫(huà)圖示意。(15分)
六、
見(jiàn)模擬試題1
七�、分析計(jì)算題(15分)
1. 如圖工件的加工定位基準(zhǔn)是B面 ,尺寸18±0.14的設(shè)計(jì)基準(zhǔn)是A面�����,
故存在基準(zhǔn)不重合定位誤差Δj.b����。
2. 已知定位尺寸Ld = 44±0.13, ΔL d =0.26 mm�����,則 Δ d.w =Δ j.b = 0.26mm
又因本工序要求保證的加工尺寸為 Lk = 18±0.14 ����, 其允差為δk = 0.28 mm
則
15、 δk –Δ d.w = 0.28-0.26 = 0.02mm
3. 從計(jì)算中看出���,Δd.w在加工誤差中所占比重太大��,留給其它加工誤差的允差僅0.02mm���,因此���,實(shí)際加工中易出現(xiàn)廢品,該定位方案不宜采用
最好改為基準(zhǔn)重合的定位方式�,使 Δd.w = 0,并畫(huà)圖示意
《機(jī)械制造裝備設(shè)計(jì)》模擬試題3
一����、簡(jiǎn)答題(每小題3分,共12分)
1. 機(jī)床裝料高度:指機(jī)床上����,工件安裝基面至機(jī)床底面的垂直距離
2. 夾具的定位元件:能裝好工件,既能在機(jī)床上確定工件相對(duì)刀具正確加工位置的元件
3. 漸成式拉削:拉刀刀齒的廓形與被加工工件最終表面形狀完全不同����,刀齒
16、制成直線形或圓弧形�����,工件表面的形狀和尺寸由各刀齒的副切削刃形成的拉削
4. 機(jī)床聯(lián)系尺寸圖:用來(lái)表示機(jī)床的配置形式����、機(jī)床各部件之間的相對(duì)位置關(guān)系和運(yùn)動(dòng)關(guān)系的總體布局圖
二、填空題(每空題1分���,共16分)
1. 工件以粗基準(zhǔn)和精基準(zhǔn)平面定位�,采用( )和( )作定位元件�;工件以粗基準(zhǔn)孔和精基準(zhǔn)孔定位,采用( )和( )作定位元件��?�!句忼X頭支承釘��、一組支承板����、可脹心軸、定位銷(xiāo)】
2. 確定機(jī)床夾具結(jié)構(gòu)方案的主要內(nèi)容是確定( )��、( )���、( )���、夾具其它部分的結(jié)構(gòu)型式、( )��?!竟ぜ亩ㄎ环桨?�、刀具的對(duì)刀或?qū)б绞?��、工件的夾緊方
17、案��、夾具體的結(jié)構(gòu)型式】
3. 孔加工復(fù)合刀具設(shè)計(jì)要點(diǎn)包括:合理選擇刀具材料�、【合理選擇結(jié)構(gòu)、重視容屑和排屑��、保證良好導(dǎo)向����、正確確定刀具的總長(zhǎng)】
4. 推力軸承在主軸上的位置影響主軸的軸向精度和主軸( ),設(shè)計(jì)時(shí)�,一般普通機(jī)床采用( ),數(shù)控機(jī)床采用( )����,組合機(jī)床采用( )?���!緹嶙冃畏较蚝痛笮 ⒑蠖硕ㄎ?����、前端定位、兩端定位】
三��、問(wèn)答題(12分)
組合機(jī)床多軸箱傳動(dòng)設(shè)計(jì)與通用機(jī)床的主傳動(dòng)設(shè)計(jì)有什么不同��?多軸箱傳動(dòng)設(shè)計(jì)的原則是什么�����?
四���、機(jī)床的支承部件應(yīng)具備哪些基本要求?為什么大多數(shù)機(jī)床的支承部件采用鑄鐵制造�?怎樣補(bǔ)償不封閉支承件的剛度損失?(15分)
18�、
1、應(yīng)具有1)�����、足夠的剛度和較好的剛度-質(zhì)量比2)���、要有較好的動(dòng)態(tài)特性���,包括較大的位移阻抗和阻尼����,整機(jī)的低階頻率較高���,各階頻率不致引起結(jié)構(gòu)共振����,不會(huì)因?yàn)楸”谡駝?dòng)而產(chǎn)生噪音3)�、熱穩(wěn)定性好,熱變形對(duì)機(jī)床加工精度的影響較小4)��、排屑暢通���,吊運(yùn)安全�,并具有良好的結(jié)構(gòu)工藝性
2�、因?yàn)樵阼T鐵中加入少量的合金元素可以提高耐磨性,且鑄鐵鑄造性能好����,容易獲得復(fù)雜結(jié)構(gòu)的支承件,同時(shí)鑄鐵的內(nèi)摩擦力大,阻尼系數(shù)大����,使振動(dòng)衰減的性能好,成本低
3�����、可以提高支承件的靜剛度�����、提高動(dòng)態(tài)性能�、提高熱穩(wěn)定性
五����、工件在夾具中定位和夾緊有何區(qū)別?保證一批工件在夾具中足夠的定位精度應(yīng)考慮哪兩個(gè)方面因素����?產(chǎn)生定位誤差的原因是
19、什么�?(15分)
1. 工件在夾具中定位是指確定一批工件在夾具中相對(duì)機(jī)床刀具占有一致的正確加工位置。而夾緊是指將工件緊固在夾具上����,確保加工中工件在切削力作用下�����,仍能保持由定位元件所確定的加工位置�����,不發(fā)生振動(dòng)或位移�。
2.要保證工件定位時(shí)到達(dá)足夠的定位精度�,不僅需限制工件的空間自由度,使工件在加工尺寸方向上有確定的位置��,而且還必須要盡量設(shè)法減少在加工尺寸方向上的定位誤差��。
3.工件在定位時(shí)�,產(chǎn)生定位誤差的原因有兩個(gè):
(1)定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)不重合,產(chǎn)生基準(zhǔn)不重合引起的定位誤差��。
(2)由于定位制造副制造不準(zhǔn)確��,引起定位基準(zhǔn)相對(duì)夾具上定位元件的起始基準(zhǔn)發(fā)生位移��,而產(chǎn)生基準(zhǔn)位移定位誤差���。
20����、
六、已知某機(jī)床的主軸轉(zhuǎn)速為n=106~1180r/min����,轉(zhuǎn)速級(jí)數(shù)Z=8,電動(dòng)機(jī)轉(zhuǎn)速nm=1440r/min��。試根據(jù)機(jī)床主傳動(dòng)系統(tǒng)的設(shè)計(jì)原則����,完成:
1. 擬定傳動(dòng)系統(tǒng)的結(jié)構(gòu)式��;
2. 設(shè)計(jì)轉(zhuǎn)速圖����;
3. 畫(huà)出轉(zhuǎn)速圖。(15分)
七����、如圖所示工件的定位方式,已知工件直徑 mm�����, mm,mm���,��,試計(jì)算����、分析此定位方案能否滿足加工尺寸A的精度要求���。若不能�����,應(yīng)怎樣改進(jìn)����,畫(huà)圖示意改進(jìn)方法�。 (15分)
三、問(wèn)答題(12分)
見(jiàn)教材第二����、四章
四��、問(wèn)答題(15分)
見(jiàn)教材第三章
六�、設(shè)計(jì)題(
21���、15分)
見(jiàn)模擬試題1
七���、分析計(jì)算題(15分)
1. 誤差分析及計(jì)算 此定位方式屬多基準(zhǔn)定位。直接求出定位過(guò)程中一批工件工序基準(zhǔn)在工序尺寸A方向上的最大位置變動(dòng)量���,即為尺寸A的定位誤差 △D,W���。見(jiàn)圖,當(dāng)工件直徑D和B均為最小值時(shí)���,工序基準(zhǔn)處于最低位置O1���,當(dāng)工件D和B均為最大時(shí)����,工序基準(zhǔn)處于最高位置O2,定位誤差△D,W為O�1O2在工序尺寸方向的投影OO2�。則:
2. 判斷 由于δA =0.25mm�����,△D,W >δA���,所以不能滿足尺寸A的加工要求。
3. 提改進(jìn)方法 畫(huà)圖示意����。
《機(jī)械制造裝備設(shè)計(jì)》模擬試題4
一、簡(jiǎn)答題(每小題3分�����,共12分)
1. 加工
22��、示意圖:一種反映被加工零件的工藝方案�,表示零件在機(jī)床上的加工過(guò)程,刀具的布置位置以及工件�����、夾具�����、刀具的相對(duì)位置關(guān)系,機(jī)床的工作行程及工作循環(huán)的圖紙
2. 夾具導(dǎo)向裝置:指夾具中用以確定鉆頭����、鏜桿的位置,增加其支承����、提高剛性,確?���?准庸の恢镁鹊难b置
3. 拉削圖形:拉削圖形是拉刀設(shè)計(jì)中,表示拉刀拉削工件上多余材料的順序的圖形
4. 分級(jí)傳動(dòng)結(jié)構(gòu)式意義:表示了分級(jí)傳動(dòng)系統(tǒng)的轉(zhuǎn)速級(jí)數(shù)�,變速組數(shù)目及其傳動(dòng)副數(shù),傳動(dòng)順序和各變速組的傳動(dòng)比大小
二�����、填空題(每空題1分�,共16分)
1. 機(jī)床夾具設(shè)計(jì)中,常用的定位元件有:【支承釘����、支承板�����、定位銷(xiāo)、V形塊��?���!?
2. 機(jī)床的主傳動(dòng)形式有:【機(jī)械傳
23、動(dòng)���、液壓傳動(dòng)���、電氣傳動(dòng)】
3. 機(jī)床主軸組件應(yīng)滿足的基本要求是【旋轉(zhuǎn)精度、剛度�、抗振性、溫升與熱變形��、精度保持性】
4. 針對(duì)不同工件的工藝要求�,拉刀的拉削方式可采用【成形式、漸成式��、分塊式��、組合式】等形式���。
三����、組合機(jī)床多軸箱怎樣實(shí)現(xiàn)箱內(nèi)齒輪的潤(rùn)滑,設(shè)計(jì)多軸箱時(shí)為何需要配置一個(gè)手柄軸���?手柄軸的設(shè)計(jì)應(yīng)滿足什么要求����?(12分)
1. 用潤(rùn)滑油泵從油池中吸油�����,由管道輸送到分油器���,一部分輸送到箱體頂面的淋油盤(pán)�,噴淋箱體中間的傳動(dòng)齒輪�。另一部分由油管穿入到前蓋和后蓋中,澆注箱內(nèi)前�、后蓋上的傳動(dòng)齒輪。
2. 為了組合機(jī)床多軸箱上多個(gè)刀具主軸能正確而穩(wěn)定地切削����,需要在多軸箱中設(shè)置手柄軸���。用于主軸
24�����、對(duì)刀�,調(diào)整或修配時(shí)檢查每個(gè)主軸的運(yùn)動(dòng)精度。
3. 為了人工搬動(dòng)手柄省力輕便�,手柄軸轉(zhuǎn)速盡量設(shè)計(jì)的高一些。同時(shí)手柄軸位置應(yīng)靠近工人操作位置����,其周?chē)鷳?yīng)有較大空間,便于扳手旋轉(zhuǎn)操作�����,即保證回轉(zhuǎn)時(shí)手柄不碰主軸
四��、機(jī)床上采用夾具加工一批工件時(shí)�����,會(huì)產(chǎn)生哪些與夾具有關(guān)的加工誤差?它們與零件的公差有何關(guān)系���?(15分)
1.在機(jī)床上使用夾具加工工件時(shí)�����,產(chǎn)生加工誤差的因素有:工件在夾具中定位時(shí)產(chǎn)生的定位誤差Δd.w���;工件在夾具中夾緊時(shí)產(chǎn)生的夾緊誤差Δj。i���;夾具安裝在機(jī)床上產(chǎn)生的夾具安裝誤差Δj.a���;刀具對(duì)夾具定位元件正確位置所產(chǎn)生的導(dǎo)引誤差Δ;夾具的磨損所引起的加工誤差Δj.m��。其中工件的定位誤差中��,包
25���、括設(shè)計(jì)基準(zhǔn)與定位基準(zhǔn)不重合而產(chǎn)生的基準(zhǔn)不重合誤差����,有定位副制造不準(zhǔn)確產(chǎn)生的基準(zhǔn)位移誤差。
2.夾具總差與工件的加工允差有關(guān)系:���,其中為
除夾具以外����,與工藝系統(tǒng)其他一切因素有關(guān)的加工誤差����。且應(yīng)滿足下列關(guān)系式
��, �����,
五��、圓孔拉刀粗切齒為什么需要設(shè)計(jì)分屑槽��?校準(zhǔn)齒具有什么作用����?為什么圓孔拉刀的后角取值很小���?(15分)
1. 圓孔拉刀是內(nèi)拉刀����,當(dāng)拉削鋼件和其它塑性材料時(shí),切屑呈帶狀��,為了更順利地從工件加工孔中排屑����,需要將較寬切屑分割成窄寬度,以便于卷曲和容納在容屑槽中���,因此需要在圓孔拉刀前后刀齒上交錯(cuò)地磨出分屑槽�����。
2. 在圓孔拉刀中�����,校準(zhǔn)齒一是能起修光���、校準(zhǔn)作用,二是當(dāng)切削
26�、齒因重磨直徑減小時(shí)���,校準(zhǔn)齒還可依次遞補(bǔ)成為切削齒。
3. 拉刀的切削厚度(齒升量)很小�,如按切削原理選擇后角的一般原則,必須取較大后角����。但是圓孔拉刀一般重磨前刀面,后角取值大了����,重磨后刀齒直徑會(huì)減小很多��,這樣拉刀的使用壽命會(huì)顯著縮短��,因此孔拉刀切削齒后角不宜選得過(guò)大�����,其校準(zhǔn)齒的后角應(yīng)比切削齒的后角更小
六��、已知某機(jī)床的主軸轉(zhuǎn)速為n=125~1400r/min����,轉(zhuǎn)速級(jí)數(shù)Z=8�,電動(dòng)機(jī)轉(zhuǎn)速nm=1440r/min�����。試根據(jù)機(jī)床主傳動(dòng)系統(tǒng)的設(shè)計(jì)原則��,完成:
1. 擬定傳動(dòng)系統(tǒng)的結(jié)構(gòu)式����;
2. 設(shè)計(jì)轉(zhuǎn)速圖;
3. 畫(huà)出轉(zhuǎn)速圖�����。(15
27����、分)
七、在如圖所示零件上銑槽��,要求保證尺寸�,現(xiàn)有三種定位方案,如圖 b����、c����、d 所示���,已知內(nèi)外圓的同軸度誤差為0.02mm��,試計(jì)算三種方案在槽底尺寸54方向上的定位誤差����,并從中選出最優(yōu)方案���。(15分)
六���、設(shè)計(jì)題(共15分)
見(jiàn)模擬試題1
七����、分析計(jì)算題(共15分)
解 1)分析 方案 b 產(chǎn)生基準(zhǔn)位移誤差Δj . y(b)和基準(zhǔn)不重合誤差Δj . b(b);方案 c 產(chǎn)生基準(zhǔn)位移誤差Δj . y(c)和基準(zhǔn)不重合誤差Δj . b(c)����;方案 d 由同軸度誤差產(chǎn)生位移誤差
2)計(jì)算誤差 已知工件內(nèi)孔的TD = 0.03mm,
28����、工件外徑的Td = 0.10mm���,心軸的Td1 = 0.02mm,工件δ54=0.14mm��。
方案b的定位誤差為
方案c的定位誤差為
方案d的定位誤差為
3)分析比較�����、判斷 根據(jù)計(jì)算得到:
因 尺寸 的允許誤差為δ( 54) = 0.14 mm�����,而且
又 故方案 d是能滿足加工要求的最優(yōu)方案����。
 機(jī)械制造裝備設(shè)計(jì)
機(jī)械制造裝備設(shè)計(jì)