《曲柄滑塊機(jī)構(gòu)的結(jié)構(gòu).ppt》由會(huì)員分享����,可在線閱讀����,更多相關(guān)《曲柄滑塊機(jī)構(gòu)的結(jié)構(gòu).ppt(39頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
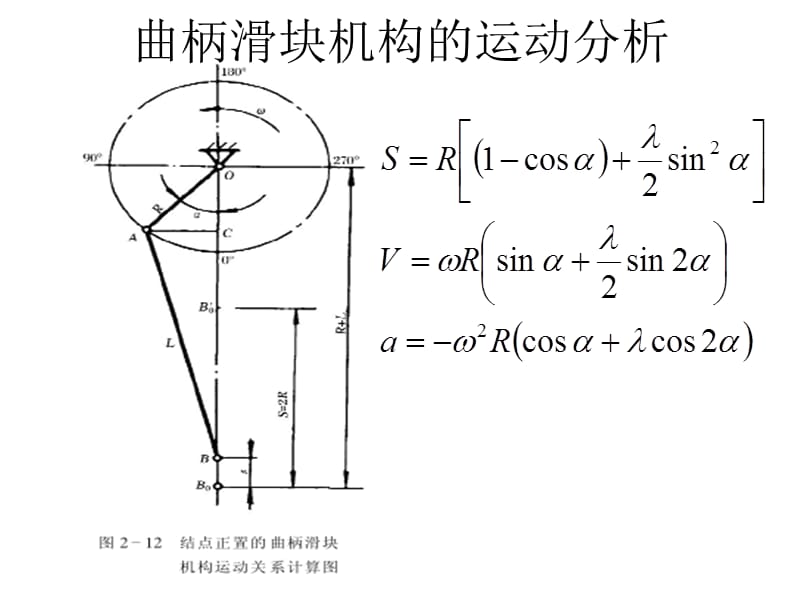
1�����、曲柄滑塊機(jī)構(gòu)的運(yùn)動(dòng)分析,由圖可以看出�,盡管曲柄作勻速轉(zhuǎn)動(dòng),但滑塊在其行程中各點(diǎn)的運(yùn)動(dòng)速度是不相同的�����?����;瑝K在上止點(diǎn)()和下止點(diǎn)()時(shí),其運(yùn)動(dòng)速度為零�,即; 而滑塊在行程中點(diǎn)(和)時(shí)���,其運(yùn)動(dòng)速度為最大���,近似取和時(shí)的滑塊速度作為滑塊的最大速度,節(jié)點(diǎn)偏置機(jī)構(gòu)主要用于改善壓力機(jī)的受力狀態(tài)和運(yùn)動(dòng)特性,從而適應(yīng)工藝要求����。如負(fù)偏置機(jī)構(gòu),滑塊有急回特性����,其工作行程速度較小,回程速度較大�,有利于冷擠壓工藝,常在冷擠壓機(jī)中采用�;正偏置機(jī)構(gòu),滑塊有急進(jìn)特性����,常在平鍛機(jī)中采用�。,曲柄滑塊機(jī)構(gòu)的受力分析,曲柄滑塊機(jī)構(gòu)的結(jié)構(gòu),驅(qū)動(dòng)形式: 主要為曲軸式���、曲拐式和偏心齒輪式����。 a���、曲軸式: 曲柄半徑是固定的��,曲柄行程不可調(diào)����。
2����、 b��、曲拐式: 行程可調(diào)�����,但懸臂結(jié)構(gòu)使受力情況較差�����。 c、偏心齒輪式: 受力狀況較好�,剛度較大,適用于大�����、中型壓力機(jī)��。,曲軸式結(jié)構(gòu)可以設(shè)計(jì)成較大的曲柄半徑�,但曲柄半徑一般是一定的,故行程不可調(diào)��。作為壓力機(jī)的主要零件之一�,曲軸的工作條件比較復(fù)雜,它在工作中����,既承受彎矩,又承受扭矩����,而且所受的力是不斷變化的,所以加工技術(shù)要求較高��。由于大型曲軸的鍛造困難,因此��,曲軸式的曲柄滑塊機(jī)構(gòu)在大型壓力機(jī)上的應(yīng)用受到限制�。,曲拐軸式曲柄滑塊機(jī)構(gòu)便于實(shí)現(xiàn)可調(diào)行程且結(jié)構(gòu)較簡(jiǎn)單,但由于曲柄懸伸�,受力情況較差,因此主要在中��、小型機(jī)械壓力機(jī)上應(yīng)用��。,偏心齒輪工作時(shí)只傳遞扭矩��,彎矩由芯軸承受�����,因此偏心齒輪的受力比曲軸簡(jiǎn)
3���、單些,芯軸只承受彎矩�,受力情況也比曲軸好,且剛度較大�����。此外,偏心齒輪的鑄造比曲軸鍛造容易解決��,但總體結(jié)構(gòu)相對(duì)復(fù)雜些��。所以�,偏心齒輪驅(qū)動(dòng)的曲柄及滑塊機(jī)構(gòu)常用于大中型壓力機(jī)。,滑塊與導(dǎo)軌結(jié)構(gòu),壓力機(jī)上的滑塊是一個(gè)箱形結(jié)構(gòu)��,它的上部與連桿連接�����,下面開(kāi)有“”形槽或模柄孔���,用以安裝模具的上模���。 滑塊在曲柄連桿的驅(qū)動(dòng)下,沿機(jī)身導(dǎo)軌上下往復(fù)運(yùn)動(dòng)��,并直接承受上模傳來(lái)的工藝反力���。,為了保證滑塊底平面和工作臺(tái)上平面的平行度���,保證滑塊運(yùn)動(dòng)方向與工作臺(tái)面的垂直度����,滑塊的導(dǎo)向面必須與底平面垂直����。(下平面的平面度,導(dǎo)向面的平面度���,下平面對(duì)導(dǎo)向面的垂直度�,導(dǎo)向面對(duì)母線的直線度) 為了保證滑塊的運(yùn)動(dòng)精度�,滑塊的導(dǎo)向面應(yīng)盡量長(zhǎng)
4、���,因而滑塊的高度要足夠高���,滑塊高度與寬度的比值,在閉式單點(diǎn)壓力機(jī)上約為����,在開(kāi)式壓力機(jī)上則高達(dá)左右�。 滑塊還應(yīng)該越輕越好,質(zhì)量輕的滑塊上升時(shí)消耗的能量小����,可以減少滑塊停止在上止點(diǎn)位置時(shí)的制動(dòng)力���。,滑塊還應(yīng)有足夠的強(qiáng)度,小型壓力機(jī)的滑塊常用鑄造����。中型壓力機(jī)的滑塊常用或稀土球鐵鑄造,或用鋼板焊接而成���。 大型壓力機(jī)的滑塊一般用鋼板焊成�,焊后進(jìn)行退火處理��。導(dǎo)軌滑動(dòng)面的材料一般用制造�。速度高、偏心載荷大的則用鑄造青銅或鑄造黃銅制造����。,導(dǎo)軌和滑塊的導(dǎo)向面應(yīng)保持一定的間隙,間隙大了無(wú)法保證滑塊的運(yùn)動(dòng)精度�,影響上下模對(duì)中,承受偏心載荷時(shí)滑塊會(huì)產(chǎn)生較大的偏轉(zhuǎn)����;間隙太小潤(rùn)滑條件太差�,摩擦阻力大��,會(huì)加劇磨損���,增加能量
5�����、損失�����,降低傳動(dòng)效率����。因此���,導(dǎo)向間隙必須是可調(diào)的���,這也便于導(dǎo)軌滑塊導(dǎo)向面磨損后調(diào)整間隙。,除了增大導(dǎo)向長(zhǎng)度來(lái)保證滑塊的運(yùn)動(dòng)精度外���,導(dǎo)軌的形式也是影響滑塊運(yùn)動(dòng)精度的一個(gè)重要因素�。導(dǎo)軌的形式有多種���。在開(kāi)式壓力機(jī)上�,目前絕大多數(shù)采用成雙對(duì)稱布置的形導(dǎo)軌���。,如下圖所示的矩形導(dǎo)軌是開(kāi)式壓力機(jī)上較理想的形式����,其導(dǎo)向精度高�����,而摩擦損失小��,只是間隙調(diào)整比形導(dǎo)軌難些�。目前,國(guó)內(nèi)外高性能壓力機(jī)均采用這一形式���。,近年來(lái)�����,在一些通用壓力機(jī)上采用八面平導(dǎo)軌�,如下圖所示,個(gè)導(dǎo)軌面可以單獨(dú)調(diào)節(jié)�����,每個(gè)調(diào)節(jié)面都有一組推拉螺釘��。這種結(jié)構(gòu)導(dǎo)向精度既高����,調(diào)節(jié)又方便。此外���,滑塊導(dǎo)向還有利用滾針加預(yù)壓負(fù)載�����,消除間隙���,從而進(jìn)行高速精密運(yùn)轉(zhuǎn)的
6、形式�����,一般用于高速壓力機(jī)。,機(jī)身,機(jī)身是壓力機(jī)的一個(gè)基本部件���。壓力機(jī)所有的零部件都安裝在機(jī)身上(某些下傳動(dòng)壓力機(jī)除外)���。機(jī)身不僅要承受壓力機(jī)工作時(shí)全部的變形力���,還要承受各種裝置和各個(gè)部件的重力����。另外����,機(jī)身上的導(dǎo)軌為滑塊提供導(dǎo)向,保證滑塊的運(yùn)動(dòng)精度�。機(jī)身的強(qiáng)度和剛度對(duì)壓力機(jī)的質(zhì)量影響很大,而且影響沖壓制件質(zhì)量和模具壽命�。 壓力機(jī)的機(jī)身按照結(jié)構(gòu)形式不同分為開(kāi)式機(jī)身和閉式機(jī)身兩大類(lèi)。,機(jī)身的結(jié)構(gòu)形式有:鑄造式���、焊接式��、鑄焊組合式三大類(lèi)����。 常用材料有:HT200、球鐵���、和鑄鋼ZG270-500��,Q235�、Q345等����。 鑄造或焊接后進(jìn)行人工時(shí)效處理,消除內(nèi)應(yīng)力����。,不同形式的機(jī)身承載能力有差異,工藝用途也
7�����、不一樣���。 雙柱可傾式機(jī)身便于從機(jī)身背部卸料�,有利于沖壓工作的機(jī)械化與自動(dòng)化����。但隨著壓力機(jī)速度的提高和氣動(dòng)頂推裝置的普及���,可傾式機(jī)身的作用將逐漸變小。 升降臺(tái)式機(jī)身可以在較大范圍內(nèi)改變壓力機(jī)的裝模高度�,運(yùn)用工藝范圍較廣,但其承載能力較小���。 單柱固定臺(tái)式機(jī)身承載能力相對(duì)較大,所以�,一般用于標(biāo)稱壓力較大的壓力機(jī)。,閉式機(jī)身有整體式和組合式兩種���。閉式機(jī)身承載能力大�,剛度較好����。所以,從小型精密壓力機(jī)到超大型壓力機(jī)大都采用這種形式���。 組合式(見(jiàn)圖)機(jī)身是用拉緊螺栓將上梁����、立柱和底座拉緊,緊固成為一體的�����,加工和運(yùn)輸比較方便�,大中型壓力機(jī)應(yīng)用較廣。 整體式機(jī)身(見(jiàn)圖)����,有時(shí)為了增強(qiáng)剛性也有使用拉緊螺栓的。雖然
8���、整體式機(jī)身加工裝配工作量較小��,但需要大型加工設(shè)備�,運(yùn)輸也較困難����。因此,一般被限制在以下的壓力機(jī)上應(yīng)用�。,機(jī)身變形對(duì)沖壓工藝的影響,沖壓件的精度取決于模具的精度和沖壓作業(yè)所處的各種環(huán)境狀態(tài)。壓力機(jī)的作業(yè)狀態(tài)便是影響因素之一����。壓力機(jī)的精度和作業(yè)時(shí)的變形直接影響被加工工件的精度和模具的壽命��。 壓力機(jī)的精度可用以下項(xiàng)目來(lái)衡量: 工作臺(tái)(或墊板)上平面及滑塊下平面的平面度�; 滑塊的上下運(yùn)動(dòng)軌跡線與工作臺(tái)(或墊板)上平面的垂直度����; 模柄安裝孔與滑塊下平面的垂直度; 各連接點(diǎn)的綜合間隙��。,而壓力機(jī)作業(yè)時(shí)的變形決定于壓力機(jī)的剛度�����,包括機(jī)身剛度����、傳動(dòng)剛度和導(dǎo)向剛度部分�����,只有壓力機(jī)的剛度足夠時(shí)�,其靜態(tài)精度(空載時(shí)
9、測(cè)量所得的精度)才能在受工作載荷作用的條件下保持下來(lái)(作業(yè)狀態(tài)下所測(cè)的精度���,稱為動(dòng)態(tài)精度)�,否則其靜態(tài)精度也就失去意義了。就機(jī)身而言�����,若其剛度較差�,在承受工作負(fù)荷時(shí)就會(huì)產(chǎn)生較大的變形,直接影響沖壓工藝�。,壓力機(jī)的工作臺(tái)、墊板及滑塊����,在負(fù)荷狀態(tài)下,如果出現(xiàn)如下圖所示那樣的撓度�,平面度就會(huì)被嚴(yán)重破壞,尤其在雙動(dòng)或雙點(diǎn)壓力機(jī)中�����,這一點(diǎn)特別明顯�。 這種變形會(huì)造成模具的安裝面和墊板上平面以及滑塊下平面接觸不緊密,引起模具變形��。 對(duì)于沖裁工藝�,在沖裁終了時(shí),壓力機(jī)各受力部件突然卸載,機(jī)身變形恢復(fù)���,會(huì)使凸模以很高的速度沖入凹模刃口內(nèi)較大的深度��,結(jié)果加速了模具的磨損�����,降低了模具壽命和沖裁件質(zhì)量���,并且產(chǎn)生較大的
10、振動(dòng)和噪聲�����。,對(duì)于開(kāi)式機(jī)身的壓力機(jī)����,在負(fù)荷的作用下將形成前開(kāi)狀態(tài)的變形�����,如下圖所示���,致使平行度和垂直度大大降低���。 該變形包括使裝模高度產(chǎn)生改變的垂直變形和使滑塊運(yùn)動(dòng)方向產(chǎn)生傾斜的角變形���。前者對(duì)沖壓工藝的影響與上述閉式機(jī)身情形相似,而角變形將嚴(yán)重影響工件精度���、模具壽命和加速滑塊導(dǎo)向部分的磨損����。,開(kāi)式機(jī)身壓力機(jī)的彈性變形���、機(jī)身的角變形使滑塊下平面與墊板(或工作臺(tái))上平面的平行度下降��,引起模具的導(dǎo)柱導(dǎo)套和滑塊導(dǎo)軌過(guò)熱���,嚴(yán)重磨損,使加工出的零件精度降低�,尤其對(duì)壓印加工或整形加工,這種不良影響可以說(shuō)是致命的缺陷�����,如后圖所示。,另外�����,角變形造成滑塊的上下運(yùn)動(dòng)與工作臺(tái)(或墊板)上平面的垂直度的降低����,將使沖頭和凹模傾斜一角度,促使模具間隙不均勻����,并產(chǎn)生水平方向的側(cè)壓力,不僅影響沖壓件的尺寸精度�,而且還會(huì)加速模具的磨損甚至使沖頭折斷,特別是對(duì)薄板沖壓加工工藝影響尤其嚴(yán)重�����,如后圖�����、所示�����。,綜上所述���,機(jī)身變形對(duì)沖壓工藝的影響是至關(guān)重要的��,必須給予重視�����。不同剛度的壓力機(jī)���,在同樣的工作負(fù)荷下,剛度小的變形大���,剛度大的變形??���;而對(duì)同一臺(tái)壓力機(jī),工作負(fù)荷越大��,變形也越大���。這是在選擇壓力機(jī)時(shí)必須考慮的因素�。,
 曲柄滑塊機(jī)構(gòu)的結(jié)構(gòu).ppt
曲柄滑塊機(jī)構(gòu)的結(jié)構(gòu).ppt