《畢業(yè)設(shè)計(jì)數(shù)控銑削加工工藝設(shè)計(jì)與編程加工》由會(huì)員分享�����,可在線閱讀�,更多相關(guān)《畢業(yè)設(shè)計(jì)數(shù)控銑削加工工藝設(shè)計(jì)與編程加工(20頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�����。
1��、
正 文
一.設(shè)計(jì)說(shuō)明
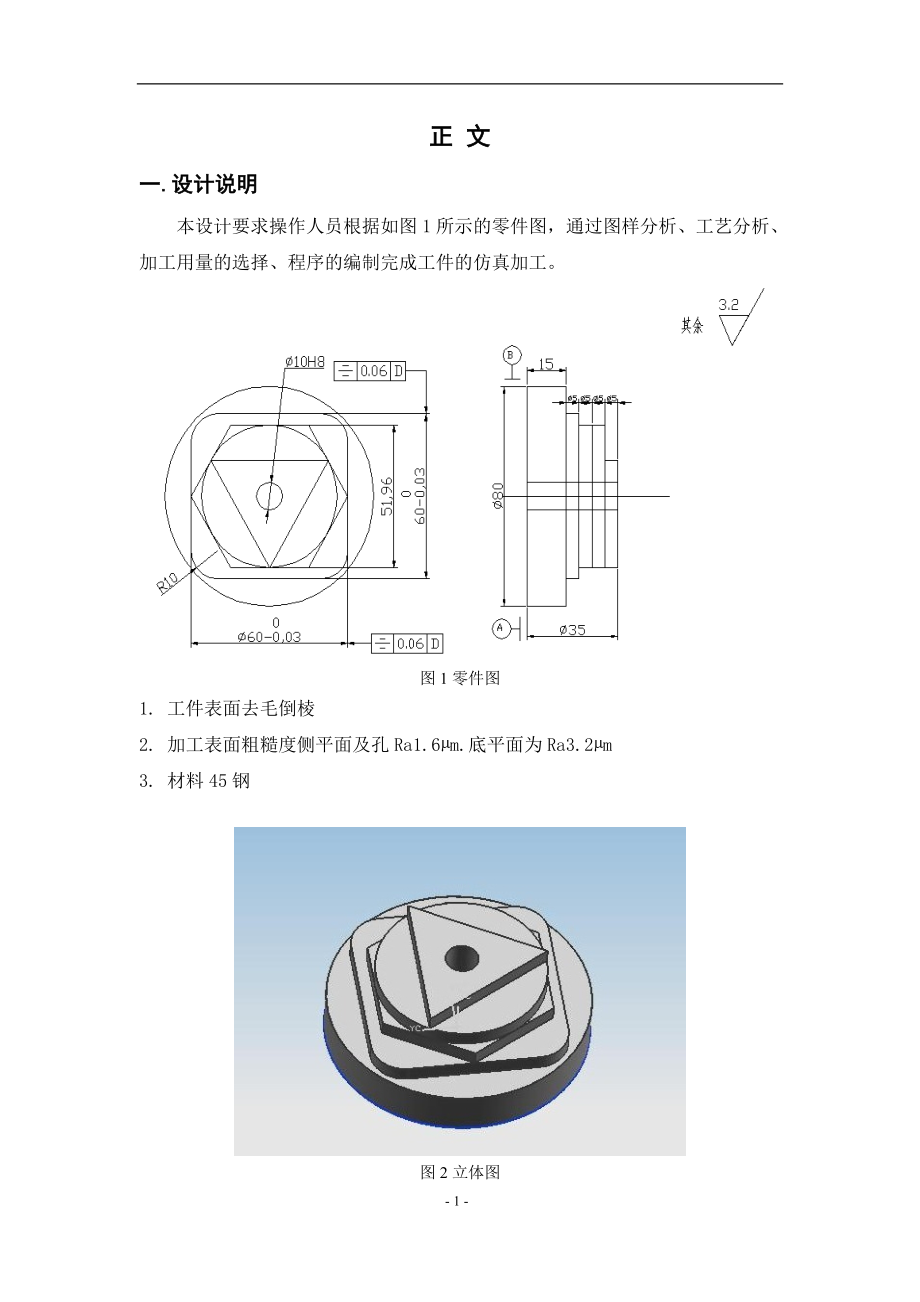
本設(shè)計(jì)要求操作人員根據(jù)如圖1所示的零件圖,通過(guò)圖樣分析�����、工藝分析�、加工用量的選擇、程序的編制完成工件的仿真加工。
圖1零件圖
1. 工件表面去毛倒棱
2. 加工表面粗糙度側(cè)平面及孔R(shí)a1.6m.底平面為Ra3.2m
3. 材料45鋼
圖2立體圖
二.圖樣分析
在圖樣分析中,首先要正確分析零件圖�����,確定零件的加工部位與順序,并根據(jù)零件圖的技術(shù)要求���,分析零件的形狀�、基準(zhǔn)面���、尺寸公差和粗糙度要求等����。
1. 圖面分析
如圖1-1所示的零件是典型的方圓結(jié)合類零件���,通過(guò)對(duì)此零件圖的分析可知道:此零件的外輪廓圓臺(tái)�、正方圓弧凸臺(tái)、三角凸臺(tái)��,中心有一
2��、個(gè)通孔���。雖然該零件軌跡曲線不太復(fù)雜��,但有著嚴(yán)格的幾何精度要求�����,必須保證其尺寸精度和幾何精度�,所以加工難度較大�。
2.精度分析
(1)尺寸精度 如圖1-1所示的零件中精度要求較高的尺寸主要有四方體尺寸加工誤差為0.03mm、六邊形和整圓尺寸的加工誤差為0.04mm��、 深度尺寸為0.05mm���、孔的尺寸為Ф10H8等。
對(duì)于尺寸精度要求�����,主要通過(guò)加工過(guò)程中的精確對(duì)刀,正確選用刀具的磨損量和正確選用合適的加工工藝等措施來(lái)保證���。
(2)形位精度 如圖1-1所示的零件中主要的形位精度有四方體���、六方體、整圓相對(duì)于外形中心線的對(duì)稱度����,加工表面相對(duì)于工件底平面的平行度等。
對(duì)于形位精度的要求����,在
3、對(duì)刀精確的情況下�����,主要通過(guò)工件在夾具中的正確安裝等措施來(lái)保障�。
(3)表面粗糙度 如圖1-1所示的零件中,所加工表面底面的表面粗糙度R3.2m����,所加工表面?zhèn)绕矫婧涂椎谋砻娲植诙纫缶鶠镽1.6m。
對(duì)于表面粗糙度要求,主要通過(guò)選用正確的粗��、精加工路線����,選用合適的切削用量等措施來(lái)保證。加工完成后需要進(jìn)行清根操作��,同時(shí)還要對(duì)整個(gè)零件進(jìn)行手動(dòng)去毛倒棱�,自檢自查。
三.工藝分析及處理
數(shù)控銑削加工工藝的實(shí)質(zhì)�,就是在分析零件精度和表面粗糙度的基礎(chǔ)上,對(duì)數(shù)控銑削的機(jī)床選擇��、毛坯選擇�、加工方法、裝夾方式����、切削加工進(jìn)給路線、刀具選擇以及切削用量等工藝內(nèi)容進(jìn)行正確而合理的選擇���。
1.?dāng)?shù)控銑削加工零件與
4�、加工
(1)機(jī)床與毛坯
如圖1-1所示的零件選用的機(jī)床為FANUC-0i系統(tǒng)的數(shù)控銑床����,毛坯材料選用45鋼,尺寸為Φ80mm*35mm的圓鋼��。
(2)數(shù)控銑削加工分析
為了保證零件的各項(xiàng)精度需求����,本工件采用對(duì)整個(gè)零件進(jìn)行先粗加工,在精加工的加工方案���。粗加工主要用于去除工件余量����,對(duì)于粗加工后的精加工余量����,在保證加工余量的基礎(chǔ)上,應(yīng)盡量減少精加工余量�。粗加工時(shí),應(yīng)以保證加工效率為主�����,因此粗加工一般使用大直徑刀具���。數(shù)控銑床加工零件時(shí)��,粗加工和精加工一般采用順銑即左刀補(bǔ)的加工方式�。
其數(shù)控編程任務(wù)書見表1。
表1數(shù)控編程任務(wù)書
07數(shù)控二班
數(shù)控編程任務(wù)書
產(chǎn)品零件圖號(hào)
5�、
任務(wù)書編號(hào)
零件名稱
帶內(nèi)孔凸臺(tái)
使用數(shù)控設(shè)備
數(shù)控銑床
共1頁(yè)第1頁(yè)
主要工藝說(shuō)明及技術(shù)要求
1.?dāng)?shù)控銑削加工零件的尺寸精度和表面質(zhì)量均需達(dá)到圖紙要求,詳見產(chǎn)品工藝卡片��。
2.技術(shù)要求見零件圖
收到編程時(shí)間
2010年3月20日
經(jīng)手人
編制
賈超偉
審核
編程
賈超偉
審核
批準(zhǔn)
2.?dāng)?shù)控銑削加工工件的安裝方式
由于該工件為單件加工�����,所以在加工過(guò)程中選用通用夾具進(jìn)行定位與裝夾���。根據(jù)加工要求選用三爪卡盤為夾具����,工件裝夾后��,首先找正工件側(cè)母線與主軸方向平行��,然后找正工件中心�����,并將該點(diǎn)設(shè)為工件坐標(biāo)系的原點(diǎn)。
夾具的要求�����,
6���、在數(shù)控銑削加工過(guò)程中,夾具是用來(lái)裝夾被加工工件的�����,因此必須保證被加工工件的定位精度����,并盡可能做到裝卸方便、快捷����。
選擇夾具時(shí)應(yīng)優(yōu)先考慮使用通用夾具,使用通用夾具無(wú)法裝夾�、或者不能保證被加工工件的定位與加工工序的定位精度時(shí),才采用專用夾具����,專用夾具的定位精度較高����,成本也較高����。
對(duì)于本設(shè)計(jì)凸臺(tái)類零件銑削加工的夾具選擇三角卡盤。
3.數(shù)控銑削加工刀具
在零件加工中��,刀具的選擇是一項(xiàng)非常重要的工藝內(nèi)容�。刀具選擇的好壞,將直接影響到工件的精度和質(zhì)量�。在加工時(shí),主要根據(jù)工件材料�����、工序內(nèi)容�、機(jī)床的加工能力等。
傳統(tǒng)的機(jī)床加工對(duì)刀具的要求比較低�,而數(shù)控機(jī)床對(duì)刀具的要求則特別高。現(xiàn)代數(shù)控機(jī)床轉(zhuǎn)速高��,加
7�����、工精度高,加工性狀多種多樣����,而且加工的很多的零件的部位都是微細(xì)窄小表面,需要的刀具很小�,因此�����,數(shù)控機(jī)床上的刀具就要有很高的要求��。數(shù)控機(jī)床刀具一般要有高的強(qiáng)度����、高剛度、高耐熱耐磨性和硬度��。在加工時(shí)要仔細(xì)選擇刀具�����。
在數(shù)控銑床上���,銑削零件側(cè)面時(shí)一般用高速鋼圓柱立銑刀����,銑削上表面時(shí)多用硬質(zhì)合金端面銑刀,加工溝槽時(shí)一般用硬質(zhì)合金立銑刀����,而對(duì)于一些底面圓或圓弧型的溝槽要用球頭銑刀,鉆孔時(shí)一般用的是高速鋼鉆頭�。數(shù)控銑削表面時(shí)一般速度較高。
(1)刀具的選用
數(shù)控機(jī)床必須有與其相適應(yīng)的切削刀具配合��,才能充分發(fā)揮作用�。數(shù)控加工中所用的刀具,必須適應(yīng)數(shù)控機(jī)床所特有的工作條件���,才能與機(jī)床在最佳配合條件下工作
8���、,從而充分發(fā)揮數(shù)控機(jī)床應(yīng)有的作用���。
由于數(shù)控機(jī)床具有多把刀具連續(xù)生產(chǎn)的特點(diǎn)���,如果刀具設(shè)計(jì)、選擇使用不合理,就會(huì)造成斷屑��、排屑困難或刀刃過(guò)早磨損而影響加工精度����,甚至發(fā)生刀刃破損而無(wú)法進(jìn)行正常切削,產(chǎn)生大量廢品或被迫停機(jī)�,數(shù)控機(jī)床所用刀具不僅數(shù)量多,而且類型��、材料����、規(guī)格尺寸及采取的切削用量和切削時(shí)間也不相同���,刀具耐用度的相差很懸殊�����。因此����,在選用數(shù)控機(jī)床的刀具時(shí)����,必須考慮到與刀具相關(guān)的各種問(wèn)題�����。
數(shù)控機(jī)床對(duì)刀具的要求:
1)適應(yīng)高速切削要求��,具有良好的切削性能
2)高的可靠性
3)較高的刀具耐用度
4)高精度
5)可靠的斷屑及排屑措施
6)精確迅速的調(diào)整
7)刀具標(biāo)準(zhǔn)化����、模塊化���、通
9�、用化及復(fù)合化
對(duì)于本設(shè)計(jì)凸臺(tái)類零件銑削加工的刀具及其參數(shù)選擇見表2�。
在刀具的選用中,粗加工選用直徑較大的刀具�����,本零件加工中選用Ф16mm的立銑刀進(jìn)行加工�,為減少換刀次數(shù),粗��、精加工中采用同一種刀具�。 這個(gè)零件先用Ф16mm的立銑刀、Ф9mm的鉆、Ф16mm的立銑刀進(jìn)行粗銑����,再用Ф16mm的立銑刀進(jìn)行精銑,用Ф2.5mm的鉆鉆定位孔����,用Ф10mm的鉸刀對(duì)定位孔進(jìn)行精加工。數(shù)控刀具明細(xì)表如表2
表2 數(shù)控刀具明細(xì)表及數(shù)控刀具卡
零件圖號(hào)
零件名稱
材料
數(shù)控刀具
明細(xì)表
程序編號(hào)
車間
使用設(shè)備
03000-30
45#鋼
O0130
機(jī)6
數(shù)控銑床
10�����、
刀具號(hào)
刀位號(hào)
刀具名稱
刀具
換刀方式
加工部位
直徑
長(zhǎng)度
手動(dòng)/自動(dòng)
設(shè)定
補(bǔ)償
設(shè)定
T1
1號(hào)刀位
Φ16mm立銑刀
20mm
10.2
20
手動(dòng)
外形輪廓
T2
2號(hào)刀位
Φ2.5mm鉆
14.5mm
15
手動(dòng)
中心孔定位
T3
3號(hào)刀位
Φ9mm鉆頭
10mm
5
25
手動(dòng)
鉆孔
T4
4號(hào)刀位
Φ10H8鉸刀
8.5mm
12
手動(dòng)
鉸孔
T5
5號(hào)刀位
Φ16mm立銑刀
9mm
12
手動(dòng)
外輪廓
編制
賈超偉
審核
批準(zhǔn)
第1頁(yè)
11��、共1頁(yè)
4.數(shù)控銑削加工工序
1)數(shù)控銑削加工工序的劃分
①以一次安裝能夠進(jìn)行的加工為一道工序
②以一個(gè)完整的數(shù)控程序能夠連續(xù)進(jìn)行加工的內(nèi)容為一道工序
③以零件的類同結(jié)構(gòu)內(nèi)容使用一把刀具進(jìn)行加工為一道工序
④以粗加工�、精加工劃分工序
2)工步順序的安排原則
①先粗后精
②先近后遠(yuǎn)
③內(nèi)外交叉
④保證工件加工剛度原則
⑤同一把銑刀盡量連續(xù)加工原則。
3)工序順序的安排原則
①先加工定位面�,即前道工序的加工能夠?yàn)楹竺娴墓ば蛱峁┚庸せ秃线m的裝夾表面�。制定零件的整個(gè)工藝路線實(shí)質(zhì)上就是從最后一道工序開始從后往前推,按照前道工序?yàn)楹蟮拦ば蛱峁┗鶞?zhǔn)的原則來(lái)進(jìn)行安排����。
12、②先加工平面后加工孔����,先加工簡(jiǎn)單的幾何形狀���,后加工復(fù)雜的幾何形狀。
③對(duì)于零件精度要求高���,粗��、精加工需要分開的零件�����,先進(jìn)行粗加工����,后進(jìn)行精加工���。
④以相同定位���、夾緊方式安裝的工序,應(yīng)該連續(xù)進(jìn)行�����,以便減少重復(fù)定位次數(shù)和夾緊次數(shù)。
⑤加工中間穿插有通用機(jī)床加工工序的零件加工�,要綜合考慮合理安排加工順序。
對(duì)于本設(shè)計(jì)凸臺(tái)類零件銑削加工的工序安排見表3����。
通過(guò)一次工件的加工可以發(fā)現(xiàn),只有不斷的進(jìn)行設(shè)計(jì)分析���,不斷的總結(jié)�,才能更好的完善零件加工的流程�����,加工出更加標(biāo)準(zhǔn)的工件�����。
數(shù)控銑削加工分十一步切削進(jìn)行加工����,工序如下:
1)粗銑外型輪廓:采用 Ф16mm的立銑刀���,粗銑加工內(nèi)外型輪廓�����,單邊留精
13���、加工余量0.3mm���。
2)定位孔加工:采用Ф2.5mm的中心鉆,對(duì)Ф10H8的定位孔定位���。
3)鉆孔加工 : 采用Ф9.8的標(biāo)準(zhǔn)麻花鉆���,對(duì)前一步加工成型的定位孔進(jìn)行鉆孔加工,加工深度為35mm���。
4)鉸孔加工: 采用Ф10H8的鉸刀����,對(duì)圖中 Ф10H8的孔進(jìn)行鉸孔加工
5)精銑外型輪廓:采用Ф16mm的立銑刀�,精銑加工外型輪廓成型達(dá)到要求
6)清根
數(shù)控加工工序卡和切削用量選擇見表3。
表3 數(shù)控加工工序卡
機(jī)械廠
數(shù)控加工工序卡
廠品名城或代號(hào)
零件名稱
圖號(hào)
03000-30
工藝序號(hào)
程序編號(hào)
夾具名稱
夾具編號(hào)
使用設(shè)備
車間
01
14����、
三爪卡盤
00001
數(shù)控銑床
VMC-55
工步號(hào)
工步內(nèi)容
加工面
刀具號(hào)
刀具
規(guī)格
主軸
轉(zhuǎn)速r/min
進(jìn)給
速度
背吃
刀量
備
注
1
粗銑外形輪廓
外輪廓
T01
Ф16mm
600
150
5
2
中心鉆定位
定位孔
T02
B2.5mm
2000
50
0.5D
3
鉆孔
孔
T03
Ф9.8mm
600
60
0.5D
4
鉸孔
孔
T04
Ф10H8
1000
100
5
精銑外形輪廓
外形尺寸
T04
Ф16mm
1000
100
15��、0.2
6
手動(dòng)去毛倒棱��,自檢自查
編制
賈超偉
審核
批準(zhǔn)
第1頁(yè)
共1頁(yè)
四.加工用量的選擇與確定
由于如圖1-1所示零件的加工是凸臺(tái)類零件的銑削加工�,所以精加工時(shí)�,凸臺(tái)類類零件的加工余量為1mm。具體加工過(guò)程中的用量選擇與確定見表3
五.編程參數(shù)的計(jì)算
1 切削參數(shù)的選擇
(1) 主軸轉(zhuǎn)速(n) 對(duì)于高速鋼刀具�����,切削速度v取20m/min~30 m/min�����,根據(jù)公式“n=1000v/3.14D”選取粗加工時(shí)主軸轉(zhuǎn)速n=600r/min�,精加工時(shí)主軸轉(zhuǎn)速n=1000r/min。
(2) 進(jìn)給速度 (f)
16�����、 粗加工時(shí),為提高生產(chǎn)效率��,在工件質(zhì)量保證的前提下���,可選擇較高的進(jìn)給速度��,一般為100mm/min~200mm/min���,本零件加工中粗加工進(jìn)給速度取150mm/min。精加工時(shí)��,為保證精加工精度要求和表面粗糙度要求���,印選較小的進(jìn)給速度�,一般在50mm/min~100mm/min的范圍中選取����,本零件精加工進(jìn)給速度取50mm/min。
刀具空行程的進(jìn)給速度一般取G00速度�����,或在600mm/min~1500mm/min的范圍中選取���。
(3)切削深度和切削寬度 采用高速鋼刀具粗加工時(shí)����,切削深度一般選取刀具直徑的0.5倍~0.8倍��,本零件的粗加工中的切削深度取5mm。精加工時(shí)����,為了保證工件表面質(zhì)量
17、�,一般在深度方向一次性切深。
高速鋼刀具的切削寬度可取刀具直徑的0.75倍~1倍��,具體加工過(guò)程中的刀具選擇與確定見表2�����。
2 基點(diǎn)的計(jì)算
圖3基點(diǎn)坐標(biāo)標(biāo)注
A (-15 -25.98) B (-30 0 )
C (-15 25.98 ) D (15 25.98)
E (30 0 ) F (15 -25.98)
G (0 -25.98) H (-22.5 12.99)
I (22.5 12.99) M (-5.0 -43.3)
N (-25.0
18�、 -25.98)
六.編程加工
1建立工件坐標(biāo)系
銑床上編程坐標(biāo)原點(diǎn)的位置是任意的,它是編程人員在編制程序時(shí)根據(jù)零件的特點(diǎn)來(lái)選定的����,為了變成方便,一般要根據(jù)工件形狀和標(biāo)注尺寸的基準(zhǔn)以及計(jì)算最方便的原則來(lái)確定的工件上某一點(diǎn)為坐標(biāo)原點(diǎn)���,具體選擇注意如下幾點(diǎn):
(1) 編程坐標(biāo)原點(diǎn)應(yīng)選在零件圖的尺寸基準(zhǔn)上����,這樣便于坐標(biāo)值的計(jì)算, 減少計(jì)算錯(cuò)誤�。
(2) 編程坐標(biāo)原點(diǎn)應(yīng)盡量選在精度較高的精度表面,以提高被加工零件的加工精度�。
(3) 對(duì)稱的零件,編程坐標(biāo)原點(diǎn)應(yīng)設(shè)在對(duì)稱中心上�����;不對(duì)稱的零件��,編程坐標(biāo)原點(diǎn)應(yīng)設(shè)在外輪廓的某一角上��。
(4) Z軸方向的零點(diǎn)一般設(shè)在工件表面�。本設(shè)計(jì)選擇
19����、Φ10圓的圓心處為工件編程X、Y軸原點(diǎn)坐標(biāo)��,Z軸原點(diǎn)坐標(biāo)在工件上表面�。
2程序編制的原則
工件坐標(biāo)系原點(diǎn)的選擇原則:
1)工件原點(diǎn)應(yīng)該選擇在工件的設(shè)計(jì)基準(zhǔn)上,以便于編程���。
2)工件原點(diǎn)盡量選擇在尺寸精度高�����、粗糙度值低的工件表面上。
3)工件原點(diǎn)最好選擇在工件的對(duì)稱中心上����。
3數(shù)控加工程序編制
(1)粗細(xì)外輪廓主程序 D01=8.5
O051
G90G94G21G40G54F100
G91G28Z0.
M03S600
G90G00X-50.Y-50.
Z30. M08
G01Z-5.F100
M98P101
G01Z-10.F100
M98P101
G01Z
20���、-15.F100
M98P101
G01Z-20.F100
M98P101
m00
G01Z-5.
M98P102
G01Z-10.
M98P102
G01Z-15.
M98P102
m00
G01Z-5.
M98P103
G01Z-10.
M98P103
m00
G01Z-5.
M98P104
G91G28Z0.
M30
四方圓弧子程序
O0101
G90G41G01X-30.D01
Y20.
G02X-20.Y30.R10.
G01X20.
G02X30.Y20.R10.
G01Y-20.
G02X20.Y-30.R10.
G01
21�����、X-20.
G02X-30.Y-20.R10.
G40G01X-50.Y-50.
M99
六方凸臺(tái)子程序
O0102
G90G41G01X-5.Y-43.3D01
X-30.Y0.
X-15.Y25.98
X15.
X30.Y0.
X15.Y-25.98
X-25.
G40G01X-50.Y-50.
M99
圓凸臺(tái)子程序
O0103
G90G41G01X15.Y-25.98D01
X0.
G02X0.Y-25.98I0J25.98
G01X-15.
G40G01X-50.Y-50.
M99
三角凸臺(tái)子程序
O0104
G90G41G01X10.
22����、Y-43.3D01
X-22.5Y12.99
X22.5
X-10.Y-43.3
G40G01X-50.Y-50.
M99
(2)定位孔加工
O0200
G90G94G21G40G54F100
G91G28Z0.
M03S1500
G90G00X0.Y0.
G01Z-0.5F100
Z5.
G91G28Z0.
M30
鉆孔
O0201
G90G94G21G40G54F100
G91G28Z0.
M03S600
G90G00X0.Y0.
G85X0.Y0.Z-38.R5.
G80
G91G28Z0.
M30
精鉸孔
O0202
G90G94
23����、G21G40G54F100
G91G28Z0.
M03S300
G90G00X0.Y0.
G85X0.Y0.Z-38.R5.F100
G80
G91G28Z0.
M30
(3)精銑外輪廓主 D01=8
O0502
G90G94G21G40G54F100
G91G28Z0.
M03S1000
G90G00X-50.Y-50.
Z30. M08
G01Z-20.F100
M98P101
m00
G01Z-15.
M98P102
m00
G01Z-10.
M98P103
m00
G01Z-5.
M98P104
G91G28Z0.
M30
七.
24、數(shù)控仿真加工
一 粗銑外輪廓
1四方圓弧
2六方凸臺(tái)
3圓弧凸臺(tái)
4三角凸臺(tái)
二 定位孔加工
三 鉆孔
圖略
四 精鉸孔
五 精銑外輪廓
總結(jié)
畢業(yè)設(shè)計(jì)是大學(xué)生在校學(xué)習(xí)過(guò)程中的一個(gè)重要環(huán)節(jié)�����。它體現(xiàn)了我們對(duì)在大學(xué)中所學(xué)知識(shí)的綜合應(yīng)用��,畢業(yè)設(shè)計(jì)說(shuō)明書是畢業(yè)生提交的一份有一定學(xué)術(shù)價(jià)值的科技論文�,是對(duì)我們學(xué)習(xí)成果的綜合性總結(jié)和檢閱,是在教師指導(dǎo)下所取得的科技成果的文字記錄����,也是檢驗(yàn)學(xué)生掌握知識(shí)的程度、分析問(wèn)題和解決問(wèn)題基本能力的一份綜合答卷����,還是對(duì)學(xué)校人才培養(yǎng)效果的全面檢驗(yàn)��,是學(xué)校教育教學(xué)質(zhì)量評(píng)價(jià)的重要內(nèi)容
25�����、���。
在編寫畢業(yè)設(shè)計(jì)的過(guò)程中��,我翻閱了大量的相關(guān)資料���,對(duì)兩年多來(lái)所學(xué)專業(yè)知識(shí)進(jìn)行了全面系統(tǒng)的分析、整理��、總結(jié),這不僅使我們兩年多來(lái)所學(xué)的知識(shí)得到了鞏固和提高�����,使我們對(duì)數(shù)控技術(shù)的專業(yè)知識(shí)有了更寬廣更深入的了解���,增加了對(duì)工件設(shè)計(jì)和數(shù)控加工的經(jīng)驗(yàn)����,更重要的是�����,在此過(guò)程中提高了我們自學(xué)和查閱資料的能力���,鍛練了我們分析和解決問(wèn)題的能力����。
本次畢業(yè)設(shè)計(jì)��,在向指導(dǎo)老師請(qǐng)教及她的精心指導(dǎo)過(guò)程中���,我深刻體會(huì)到老師認(rèn)真負(fù)責(zé)的工作態(tài)度�����,嚴(yán)謹(jǐn)?shù)闹螌W(xué)精神和深厚的理論知識(shí)水平��。在此期間����,我學(xué)到的不僅是我們的專業(yè)知識(shí),還從中學(xué)習(xí)了許多待人處事的道理����、方法,通過(guò)對(duì)老師們社會(huì)閱歷的了解����,對(duì)我們這些剛剛大學(xué)畢業(yè)的學(xué)生今后的生活
26�����、和工作有了很大的幫助���。在設(shè)計(jì)的過(guò)程中我們遇到的小困難也是層出不窮���,在對(duì)這些困難的解決中����,同學(xué)們共同分析�����、探討�,無(wú)形中,不僅使我們之間的關(guān)系更加融洽����,更培養(yǎng)了我們的團(tuán)隊(duì)合作精神。
通過(guò)此次畢業(yè)設(shè)計(jì)�,我受益非淺。這對(duì)于我以后的工作和生活都有很大的幫助�����。
編者
2010年3月
參考文獻(xiàn)
1. 余英良.數(shù)控加工編程及操作.北京:高等教育出版社�,2005.1
2. 胡建生.AutoCAD繪圖實(shí)訓(xùn)教程.北京:機(jī)械工業(yè)出版社,2007.6
3. 趙長(zhǎng)明.數(shù)
27�����、控加工工藝及設(shè)備.北京:高等教育出版社���,2003.5
4. 周崢.工程材料與熱處理.濟(jì)南:山東大學(xué)出版社��,2004.8
5. 余英良.數(shù)控銑削加工實(shí)訓(xùn)及案例解析.北京:化學(xué)工業(yè)出版社,2007.9
6. 沈建峰.數(shù)控銑床/加工中心編程與操作實(shí)訓(xùn).北京:國(guó)防工業(yè)出版社���,2008.3
7. 葉南海.UG NX 5.0模具設(shè)計(jì)基礎(chǔ)與應(yīng)用提高.北京:國(guó)防工業(yè)出版社,2008.1
致謝
本文是在我在李莉芳教師的精心指導(dǎo)和大力支持下完成的��,這篇設(shè)計(jì)的每個(gè)細(xì)節(jié)和每個(gè)數(shù)據(jù)�����,都離不開您的細(xì)心指導(dǎo)���,而您嚴(yán)謹(jǐn)?shù)闹螌W(xué)精神�����,精益求精的工
28���、作作風(fēng)和寬容的教學(xué)態(tài)度都深深地感染和激勵(lì)著我��。并在此同時(shí)您還在思想上����、學(xué)習(xí)上給予了我無(wú)微不至的關(guān)懷���,在此謹(jǐn)向李老師致以誠(chéng)摯的謝意����。
我也要感謝我的母校青島濱海學(xué)院����,是她提供了良好的學(xué)習(xí)環(huán)境和生活環(huán)境,讓我的大學(xué)生活更加充實(shí)���、更加豐富��,為我的人生譜寫了一段精彩的樂(lè)章��。在這里我的各方面素質(zhì)都得到了進(jìn)一步的提高����?�;叵胛以谇鄭u濱海學(xué)院的兩年多的時(shí)間里,感謝各位老師對(duì)我的栽培���,他們不僅在學(xué)習(xí)方面給了我很大的幫助�����。而且��,他們嚴(yán)謹(jǐn)細(xì)致�����、一絲不茍的作風(fēng)一直是我工作����、學(xué)習(xí)中的榜樣���;他們循循善誘的教導(dǎo)和不拘一格的思維方式給予我無(wú)盡的啟迪��,這些都將使我終生受益。
同時(shí)對(duì)于我的父母�,是他們給予我走入知識(shí)生活的機(jī)會(huì)
29、��,并在我這些年的生活和學(xué)習(xí)期間,他們?cè)诟鱾€(gè)方面都無(wú)私給予我支持和幫助��,所以�����,在此我要向他們表示我最真誠(chéng)的感謝和祝愿���。
借此機(jī)會(huì)對(duì)他們表示深深的感謝����,并祝福他們?cè)谝院蟮娜松猛局杏肋h(yuǎn)幸?�?鞓?lè)����。我在這里生活和學(xué)習(xí)了兩年多的時(shí)間,我們同學(xué)���、朋友們無(wú)論是在學(xué)習(xí)還是在生活及其它各個(gè)方面都給了我很多的幫助和支持����。在畢業(yè)設(shè)計(jì)的編寫過(guò)程當(dāng)中,我認(rèn)真地聽取他們的意見���,使畢業(yè)設(shè)計(jì)說(shuō)明書表述更加清晰��,內(nèi)容更加完善��。
同時(shí)�,我還參閱了大量的相關(guān)書籍�、資料等,在此一并表示感謝�。
編者
2010年3月
附錄:畢業(yè)設(shè)計(jì)零件圖
4. 工件表面去毛倒棱
5. 加工表面粗糙度側(cè)平面及孔R(shí)a1.6um. 地平面為Ra3.2um
6. 材料45鋼
- 19 -
 畢業(yè)設(shè)計(jì)數(shù)控銑削加工工藝設(shè)計(jì)與編程加工
畢業(yè)設(shè)計(jì)數(shù)控銑削加工工藝設(shè)計(jì)與編程加工