《CA6140車床手柄軸的夾具設(shè)計(jì)(共21頁(yè))》由會(huì)員分享���,可在線閱讀�����,更多相關(guān)《CA6140車床手柄軸的夾具設(shè)計(jì)(共21頁(yè))(21頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�����。
1���、精選優(yōu)質(zhì)文檔-----傾情為你奉上
1零件的分析
1.1零件的作用
題目所既定的零件為輸出軸,其主要作用�,一是傳遞轉(zhuǎn)矩,使主軸獲得旋轉(zhuǎn)的動(dòng)力����;二是工作過(guò)程中經(jīng)常承受載荷;三是支撐傳動(dòng)零部件�。
1.2零件的工藝分析
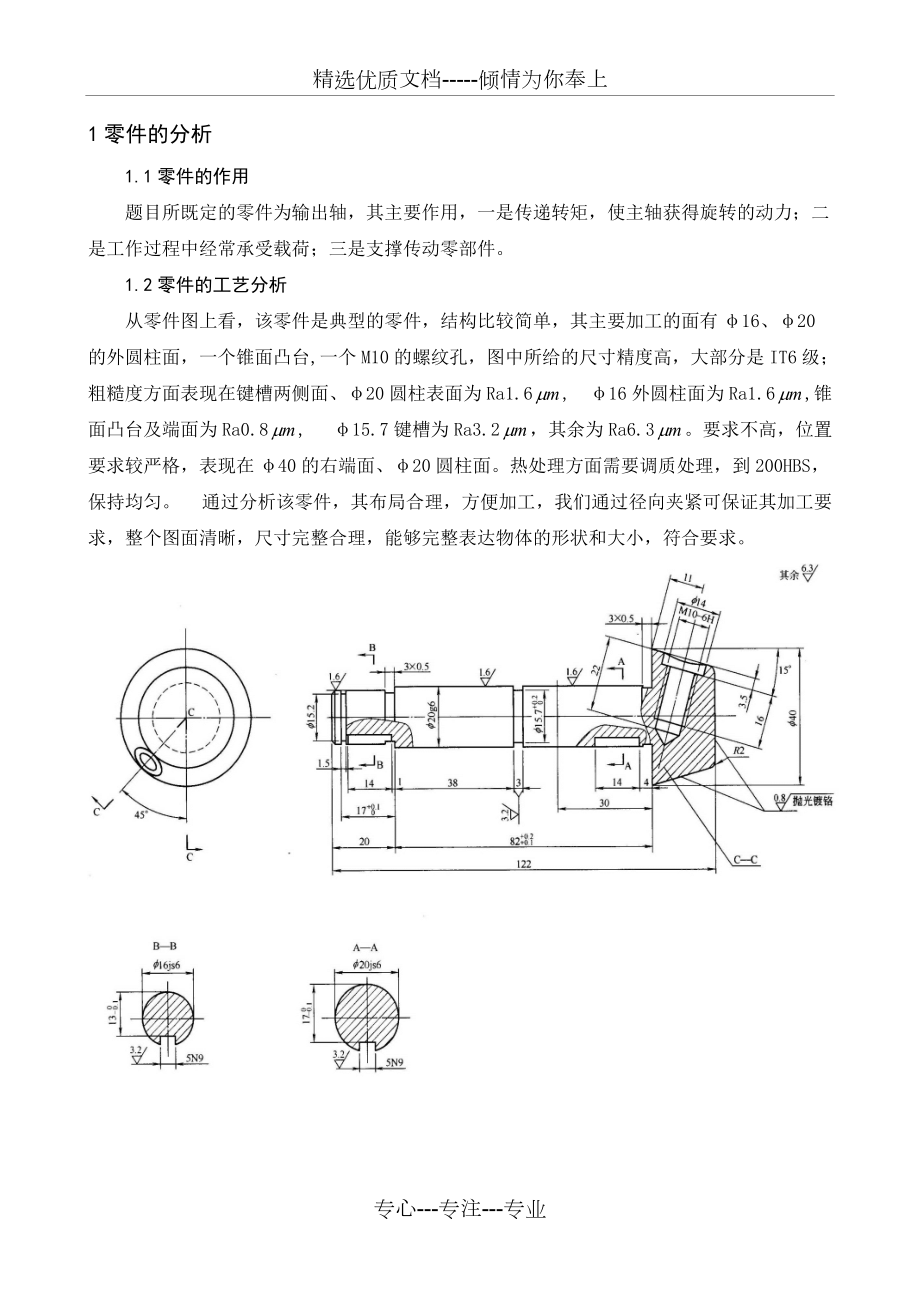
從零件圖上看,該零件是典型的零件���,結(jié)構(gòu)比較簡(jiǎn)單���,其主要加工的面有φ16���、φ20的外圓柱面���,一個(gè)錐面凸臺(tái),一個(gè)M10的螺紋孔����,圖中所給的尺寸精度高�,大部分是IT6級(jí);粗糙度方面表現(xiàn)在鍵槽兩側(cè)面����、φ20圓柱表面為Ra1.6, φ16外圓柱面為Ra1.6,錐面凸臺(tái)及端面為Ra0.8, φ15.7鍵槽為Ra3.2,其余為Ra6.3��。要求不高�,位置要求較嚴(yán)格,表現(xiàn)在φ40的右端面�、φ
2、20圓柱面����。熱處理方面需要調(diào)質(zhì)處理�����,到200HBS����,保持均勻�����。 通過(guò)分析該零件��,其布局合理��,方便加工����,我們通過(guò)徑向夾緊可保證其加工要求,整個(gè)圖面清晰�����,尺寸完整合理��,能夠完整表達(dá)物體的形狀和大小�����,符合要求。
1.3零件的生產(chǎn)類型
由設(shè)計(jì)題目知:中批量生產(chǎn)
2選擇毛坯����、確定毛坯尺寸、設(shè)計(jì)毛坯圖
2.1選擇毛坯
毛坯的選擇和擬定毛坯圖是制定工藝規(guī)程的最初階段工作之一�����,也是一個(gè)比較重要的階段��,毛坯的形狀和特征(硬度����,精度��,金相組織等)對(duì)機(jī)械加工的難易���,工序數(shù)量的多少有直接影響����,因此�,合理選擇毛坯在生產(chǎn)占相當(dāng)重要的位置��,同樣毛坯的加工余量的確定也是一個(gè)非常重要的問(wèn)題����。
毛坯種類的
3�、選擇決定與零件的實(shí)際作用,材料���、形狀����、生產(chǎn)性質(zhì)以及在生產(chǎn)中獲得可能性�����,毛坯的制造方法主要有以下幾種:1�����、型材2���、鍛造3����、鑄造4、焊接5�、其他毛坯。根據(jù)零件的材料為45號(hào)鋼����,推薦用型材或鍛件,但從經(jīng)濟(jì)方面著想���,如用型材中的棒料�,加工余量太大��,這樣不僅浪費(fèi)材料���,而且還增加機(jī)床,刀具及能源等消耗����,而鍛件具有較高的抗拉抗彎和抗扭強(qiáng)度,沖擊韌性常用于大載荷或沖擊載荷下的工作零件��,所以使用鍛件�。
2.2.確定機(jī)械加工余量,毛坯尺寸和公差
鋼質(zhì)模鍛件的公差及機(jī)械加工余量按GB/T 12362-2003確定。要確定毛坯的尺寸公差及機(jī)械加工余量����,應(yīng)先確定如下各項(xiàng)因素:
(1)鍛件公差等級(jí) 由該零件的功用
4�����、和技術(shù)要求���,確定其鍛件公差等級(jí)為普通等級(jí)。
(2)鍛件質(zhì)量 通過(guò)計(jì)算可知零件成品質(zhì)量為0.36kg���,估算為=0.478kg
(3)鍛件形狀復(fù)雜系數(shù)S
S=/=0.85/1.203=0.397
該零件為圓形�����,假設(shè)其最大直徑為φ44mm��,長(zhǎng)126mm��,則由公式(5-4)��、公式(5-5)得 =/4×4×4×12.2×7.85×=1.203kg
由于0.5655介于0.32與0.63之間��,故零件形狀復(fù)雜系數(shù)S屬等級(jí)
(4)鍛件材質(zhì)系數(shù)為
(5)零件表面粗糙度 由零件圖知除錐面及右端面=0.8以外其余各加工
5���、表面為1.6.�����。
2.3確定機(jī)械加工余量
根據(jù)鍛件質(zhì)量����、零件表面粗糙度�、形狀復(fù)雜系數(shù)查表5-9,由此差得單邊余量在厚度方向加工余量為1.5~2.0mm��, 水平方向亦為1.5~2.0mm����,即鍛件各外徑的單面余量為1.5~2.0mm,各軸向的單面余量亦為1.5~2.0mm�����。
2.4確定毛坯尺寸
上面查得的加工余量適用于機(jī)械加工表面粗糙度1.6的表面�,余量要適當(dāng)增大�����。
分析本零件,除錐面和右端面為0.8以外�,其余各加工表面為1.6,因此這些表面的毛坯尺寸只需將零件的尺寸加上所查的余量值即可(當(dāng)表面只粗加工時(shí)���,可取所查數(shù)據(jù)中較小的值��。當(dāng)表面需經(jīng)粗加工和半精加工時(shí)����,可取其較大值)�����。
綜上所述
6����、,確定毛坯尺寸見(jiàn)表1
表1手柄軸毛坯(鍛件)尺寸
零件尺寸
單面加工余量
鍛件尺寸
Φ
2
24
φ40
2
44
122
2
126
102
2
104
2.5確定毛坯尺寸公差
毛坯尺寸公差根據(jù)鍛件質(zhì)量���、材質(zhì)系數(shù)����、形狀復(fù)雜系數(shù)從表5-6����、表5-7中查得���。本零件毛坯尺寸允許偏差件表2
表2手柄軸毛坯(鍛件)尺寸允許公差
鍛件尺寸
偏差
根據(jù)
φ24
表5-7
φ44
106
表5-6
126
2.6設(shè)計(jì)毛坯圖
確定圓角半徑
鍛件的外圓半徑按表5-12確定。H=20 t=20 t/H=1 R=5
7�、
3基準(zhǔn)的選擇
3.1選擇基準(zhǔn)
工件在加工第一道或最初幾道工序時(shí),一般選毛坯上未加工的表面作為定位基準(zhǔn)��,這個(gè)是粗基準(zhǔn)�,該零件選用φ40外圓柱面作為粗基準(zhǔn)來(lái)加工φ16、φ20外圓柱面和左端面����。以上選擇符合粗基準(zhǔn)的選擇原則中的余量最小原則、便于裝夾原則���,在以后的工序中�,則使用經(jīng)過(guò)加工的表面作為定位基準(zhǔn)��,φ20的外圓柱面和左端面作為定位基準(zhǔn)�����,這個(gè)基準(zhǔn)就是精基準(zhǔn)�����。在選精基準(zhǔn)時(shí)采用有基準(zhǔn)重合�,基準(zhǔn)統(tǒng)一。這樣定位比較簡(jiǎn)單可靠����,為以后加工重要表面做好準(zhǔn)備。
3.2零件表面加工方法的選擇
市場(chǎng)經(jīng)濟(jì)的前提下���,一切都是為能創(chuàng)造出更多的財(cái)富和提高勞動(dòng)率為目的���,同樣的加工方法的選擇一般考慮的是在保證工件
8、加工要求的前提下�����,譯稿工件的加工效率和經(jīng)濟(jì)性���,而在具體的選擇上��,一般根據(jù)機(jī)械加工資料和工人的經(jīng)驗(yàn)來(lái)確定����。由于方法的多種多樣,工人在選擇時(shí)一般結(jié)合具體的工件和現(xiàn)場(chǎng)的加工條件來(lái)確定最佳的加工方案�。同樣在該零件的加工方法的選擇中,我們考慮了工件的具體情況�,一般我們按加工順序來(lái)闡述加工方案:查表(5-14)
表3 加工方法
加工表面
表面粗糙度
公差/精度等級(jí)
加工方法
Φ20圓柱表面
Ra1.6
IT6
粗車-半精車-精車
Φ16外圓柱面
Ra1.6
IT6
粗車-半精車-精車
Φ15.2槽
Ra6.3
IT
9、11
粗車
Φ15.7槽
Ra3.2
IT8
粗車-半精車
左端
Ra6.3
粗車
右端錐面
Ra0.8
IT6
粗車-半精車-磨削-拋光鍍鉻
右端面
Ra0.8
IT6
粗車-半精車-磨削-拋光鍍鉻
Φ14孔
Ra3.2
自由公差
鉆孔-絲錐攻螺紋
鍵槽
Ra3.2
IT9
粗銑-精銑
倒角
Ra6.3
3.3制定工藝路線
1.工序的安排
(1)加工階段的劃分
當(dāng)零件的加工質(zhì)量要求較高時(shí),往往不可能用一道工序來(lái)滿足要求,而要用幾道工序逐步達(dá)到所要求的加工質(zhì)量和合理地使用設(shè)備�、人力,零件的加工過(guò)程通常按工序性
10、質(zhì)不同,可以分為粗加工,半精加工,精加工三個(gè)階段�。
①粗加工階段:其任務(wù)是切除毛坯上大部分余量,使毛坯在形狀和尺寸上接近零件成品����,因此,主要目標(biāo)是提高生產(chǎn)率���,去除內(nèi)孔��,端面以及外圓表面的大部分余量�����,并為后續(xù)工序提供精基準(zhǔn)���,如加工φ20、φ16圓柱表面及錐面���。
②半精加工階段:其任務(wù)是使主要表面達(dá)到一定的精加工余量�,為主要表面的精加工做好準(zhǔn)備�,如φ20、φ16外圓柱面�����。
③精加工階段:其任務(wù)就是保證各主要表面達(dá)到規(guī)定的尺寸精度��,留一定的精加工余量��,為主要表面的精加工做好準(zhǔn)備�,并可完成一些次要表面的加工。如精度和表面粗糙度要求�,主要目標(biāo)是全面保證加工質(zhì)量。
(2)
11��、基面先行原則
該零件進(jìn)行加工時(shí)���,要將左端面先加工�,再以左端面�����、外圓柱面為基準(zhǔn)來(lái)加工,因?yàn)樽蠖嗣婧挺?0外圓柱面為后續(xù)精基準(zhǔn)表面加工而設(shè)定的��,才能使定位基準(zhǔn)更準(zhǔn)確�,從而保證各位置精度的要求,然后再把其余部分加工出來(lái)���。
(3)先粗后精
即要先安排粗加工工序��,再安排精加工工序�,粗車將在較短時(shí)間內(nèi)將工件表面上的大部分余量切掉���,一方面提高金屬切削效率����,另一方面滿足精車的余量均勻性要求�,若粗車后留余量的均勻性滿足不了精加工的要求時(shí),則要安排半精車�����,以此為精車做準(zhǔn)備�����。
(4)先面后孔
對(duì)該零件應(yīng)該先加工平面,后加工孔�,這樣安排加工順序,一方面是利用加工過(guò)的平面定位����,穩(wěn)
12�、定可靠,另一方面是在加工過(guò)的平面上加工孔���,比較容易���,并能提高孔的加工精度,所以對(duì)于CA6140車床手柄軸來(lái)講先加工φ20�、φ16外圓柱面,做為定位基準(zhǔn)再來(lái)加工其余面��。
2.工序劃分的確定
工序集中與工序分散:工序集中是指將工件的加工集中在少數(shù)幾道工序內(nèi)完成每道工序加工內(nèi)容較多�,工序集中使總工序數(shù)減少,這樣就減少了安裝次數(shù)��,可以使裝夾時(shí)間減少��,減少夾具數(shù)目���,并且利用采用高生產(chǎn)率的機(jī)床���。工序分散是將工件的加工分散在較多的工序中進(jìn)行��,每道工序的內(nèi)容很少���,最少時(shí)每道工序只包括一簡(jiǎn)單工步,工序分散可使每個(gè)工序使用的設(shè)備���,刀具等比較簡(jiǎn)單�����,機(jī)床調(diào)整工作簡(jiǎn)化���,對(duì)操作工人的技術(shù)水平也要求低些。
13�����、綜上所述:考慮到工件是大批量生產(chǎn)的情況�����,采用工序集中
輔助工序的安排:輔助工序一般包括去毛刺,倒棱角�,清洗,除銹�,退磁,檢驗(yàn)等��。
3.熱處理工序的安排
熱處理的目的是提高材料力學(xué)性能��,消除殘余應(yīng)力和改善金屬的加工性能�����,熱處理主要分預(yù)備熱處理�,最終熱處理和內(nèi)應(yīng)力處理等�,本零件CA6140車床手柄軸材料為45鋼,在加工過(guò)程中預(yù)備熱是消除零件的內(nèi)應(yīng)力�,在毛坯鍛造之后。最終熱處理在半精車之后精車之前�����,按規(guī)范在840℃溫度中保持30分鐘釋放應(yīng)力����。
4.確定加工工藝路線
根據(jù)以上各個(gè)零部件的分析以及加工工藝確定的基本原則�,可以確定加工工藝路線��,具體方案如下:
方案一
14��、1 備料 鍛造毛坯
2 熱處理 退火(消除內(nèi)應(yīng)力)
3 普車 粗��、精車左端面����,鉆中心孔
4 普車 粗車個(gè)圓柱面留半精車、精車余量
5 普車 粗車φ15.2���、φ15.7槽
6 熱處理 調(diào)質(zhì)
7 數(shù)控車 半精車φ15.7槽�,倒角
8 數(shù)控車 粗���、精車右端面及圓錐凸臺(tái)
9 數(shù)控車 倒角
10 磨 磨削右端面及圓錐凸臺(tái) ��、面
11 拋 拋光右端面及錐面
12 鉆床 鉆孔φ8
13 絞
15���、 絲錐攻螺紋M10
14 鏜 鏜孔φ14
15 銑 銑鍵槽
16 去毛刺
17 檢驗(yàn)
方案二
1 備料 鍛造毛坯
2 熱處理 退火(消除內(nèi)應(yīng)力)
3 粗車 粗車左端面和鉆中心孔,凸臺(tái)面及���, 的圓柱��,
4 粗車 切四個(gè)槽
5 粗車 粗車圓柱及右端面
6 半精��、車精車 半精車����,精車左邊各圓柱面,倒角
7 半精車 半精車右端面及圓錐面�,倒圓角
8 磨削 磨削右端面及圓錐面
9 銑鍵槽 銑兩鍵槽514
10 鉆孔 鉆,的兩
16��、盲孔
11 攻螺紋 用絲錐攻M10的內(nèi)螺紋
12 熱處理 調(diào)質(zhì)
13 拋光鍍鉻 拋光鍍鉻右端面及圓錐面
14 去毛刺 去除毛刺
15 終檢 按零件圖樣要求全面檢查
從零件本身來(lái)考慮�����,由于軸類零件在切削加工時(shí)易產(chǎn)生彎曲變形��,如采用工序分散���,在加工時(shí)零件的位置精度無(wú)法保證,為了同時(shí)保證零件圖示的圓跳動(dòng)要求��,所以采用工序集中���。
選擇方案二���。
4工序設(shè)計(jì)
4.1選擇加工設(shè)備與工藝設(shè)備
1. 機(jī)床的選擇
(1)工序3����、4����、5是粗車,各工序的工步數(shù)不多��,零件的外廓尺寸不大�,精度要求不高,采用CA6140普通臥式車床即可 [表5-55]
17�����、 �。
(2)工序6精車 精度要求比較高,表面粗糙度小����,需選用較精密的車床,因此用C616A臥式車床 [表5-55]�����。
(3)工序7加工的是圓錐面,加工難度較大�����,所以用數(shù)控車床CK6108A臥式��。
(4)工序8磨削圓錐面及右端面��,加工精度比較高�,所以選擇磨床MQ1350。
(5)工序9銑鍵槽�,加工精度比較低,選用X62臥式銑床�����。
(6)工序10�����、11鉆孔和攻螺紋選用Z3025搖臂鉆床�����。
2.刀具的選擇
由于刀具材料的切削性能直接影響著生產(chǎn)率����,工件的加工精度,已加工表面質(zhì)量����,刀具的磨損和加工成本,所以正確的選擇刀具材料是數(shù)控加工工藝的一個(gè)重要部分�����,刀具應(yīng)具有高剛度
18��、��,足夠的強(qiáng)度和韌度����,高耐磨性,良好的導(dǎo)熱性�,良好的工藝性和經(jīng)濟(jì)性,抗粘接性�����,化學(xué)穩(wěn)定性。由于零件CA6140車床輸出軸材料為45鋼����,推薦用硬質(zhì)合金中的YT15類刀具,因?yàn)榧庸ぴ擃惲慵r(shí)摩擦嚴(yán)重,切削溫度高,而YT類硬質(zhì)合金具有較高的硬度和耐磨性,尤其具有高的耐熱性,在高速切削鋼料時(shí)刀具磨損小壽命長(zhǎng),所以加工45鋼這種材料時(shí)采用硬質(zhì)合金的刀具���。
1粗車外圓用YT5����,精車,精車選用YT15��。為提高生產(chǎn)率和經(jīng)濟(jì)性可選用可轉(zhuǎn)位車刀��。切槽刀可選用高速鋼[GB5343.1-1995]��。
2銑刀選用直柄立銑刀[GB/T6117.1-1996]���。
3攻螺紋選擇直徑為10mm的絲錐[GB3464-83]�。
19��、
4鉆頭直柄麻花鉆[GB1436-85]�����。
5砂輪選擇PSA400A80M5B35[表3.2-6]����。
3.量具的選擇
根據(jù)本零件的尺寸和公差外圓加工面所選用的量具為游標(biāo)卡尺和千分尺。內(nèi)圓和孔測(cè)量也用千分尺��。
4.2 加工余量����,工序尺寸,及其公差的確定
根據(jù)各資料及制定的零件加工工藝路線���,采用計(jì)算與查表相結(jié)合的方法確定各工序加工余量����,中間工序公差按經(jīng)濟(jì)精度選定�����,上下偏差按入體原則標(biāo)注�,確定各加工表面的機(jī)械加工余量,工序尺寸及毛坯尺寸如下:(查136)
表4 加工余量����、工序尺寸���、表面粗糙度
加工表面
工序雙邊余量
工序尺寸及公差
表面粗糙度
粗
半精
精
粗
半精
20、
精
粗
半精
精
Φ20js6外圓
2.2
1.0
0.8
Ra6.3
Ra3.2
Ra1.6
Φ20g6外圓
2.2
1.0
0.8
Ra6.3
Ra3.2
Ra1.6
Φ16js6外圓
6.2
1.0
0.8
Ra6.3
Ra3.2
Ra1.6
5確定切削用量及基本時(shí)間
切削用量包括被吃刀量a�、進(jìn)給量f、切削速度v����,確定順序事先確定a,f再確定v���。
5.1工序3切削用量及基本時(shí)間的確定
1.切削用量 本工序?yàn)榇周嘯車端面及外圓]�����,已知加工材料為45號(hào)鋼=670MPa,鍛件���,有外皮機(jī)床為CA6140
21、型臥式車床�,工件裝卡在三爪自定心卡盤中
(1)確定粗車外圓的切削用量。所選刀具為YT5硬質(zhì)合金可轉(zhuǎn)位車刀���,根據(jù)表5-112�����,由于CA6140的中心高為200mm�,故選刀杠尺寸=16mm25mm�,刀片厚度為4.5mm。根據(jù)表5-113���,選擇車刀幾何形狀����,卷屑槽帶倒棱型前刀面��,前角=�����,后角�����,主偏角���,副偏角�����,刃傾角刀尖圓弧半徑
① 確定背吃刀量a���。 粗車雙邊余量2.2顯然a為單邊余量a=2.2/2=1.1mm��。
② 確定進(jìn)給量f�����。 根據(jù)表5-114�,在粗車鋼料���、刀杠尺寸=16mm25mm����,a工件直徑為20到40時(shí)���,f=0.3-0.5mm/r���,按CA6140車床的進(jìn)給量【表5-57】,選擇f=0
22��、.5mm/r。
確定的進(jìn)給量尚需滿足機(jī)床進(jìn)給機(jī)構(gòu)強(qiáng)度的要求�����,故需進(jìn)行校驗(yàn)
根據(jù)表5-55����,CA6140進(jìn)給機(jī)構(gòu)允許的進(jìn)給力.
根據(jù)表5-123,當(dāng)鋼料=57070MPa�����,a����,f,,v=65mm/min,進(jìn)給力=760N。
的修正系數(shù)為��,�,故實(shí)際進(jìn)給量為=7601.17=889.2N
<,所選的進(jìn)給量f=0.5mm/r可用。
③ 選擇車刀模鍛標(biāo)準(zhǔn)及耐用度�����。根據(jù)表5-119����,車刀后刀面最大磨損量取為1mm,可轉(zhuǎn)位車刀耐用度T=60min.
④ 確定切削速度v�。 根據(jù)表5-120����,當(dāng)用YT5硬質(zhì)合金車刀=600鋼料、a�,f=0.54mm/r,切削速度123m/min�����。
切削速度
23��、的修正系數(shù)為�,,�����,��,
故v-1090.80.650.811.15=52.8m/min
n=
按CA6140車床的轉(zhuǎn)速(表5-56)�,選擇,則實(shí)際切削速度���。
⑤校驗(yàn)機(jī)床功率��。由表5-125���,當(dāng)=570����。HBS=����、時(shí)�����,(表2-9)�,故實(shí)際切削的功率
根據(jù)表5-59,當(dāng)n=120r/mm��,機(jī)床主軸允許功率.,故所選切削用量可在CA6140車床上進(jìn)行���。
最后確定切削用量為
(2)確定粗車外圓端面及臺(tái)階面���,的切削用量�。采用車外圓的刀具加工這些表面����。加工余量皆可一次走刀切除,車外圓端面及臺(tái)階面的��,���,主軸轉(zhuǎn)速與車外圓的相同�。
2.基本時(shí)間
(1)確定粗車外圓的基本時(shí)間�����,根據(jù)表2-21�,
24、車外圓基本時(shí)間為
式中l(wèi)=102mm.
,,1
(2)確定粗車外圓的基本時(shí)間:
式中�,l=20mm.
(3)確定粗車端面1基本時(shí)間:
,L=
式中�,,�����, �����,,�����,��,1.
則
(4)定粗車端面1基本時(shí)間:
���,L=
式中�,��,�����,���,,���,���,�����,1.
則
25����、
(5)工序基本時(shí)間的確定:
5.2工序4切削用量及時(shí)間的確定
本工序?yàn)榇周嚥酆偷菇?����,已知條件與工序1相同�,可采用工序1相同的可轉(zhuǎn)位車刀。
有以下幾個(gè)工步��。如下表5:
表5 切削用量及時(shí)間確定
工步
粗車槽1
2
0.08
0.27
3.3
1.5
粗車槽2
2
0.08
0.27
3.3
1.875
粗車槽3
2
0.08
0.27
3.3
1.875
粗車槽4
2
0.08
0.27
3.3
8.06
5.
26����、3工序5切削用量及時(shí)間的確定
1.切削用量
本工序?yàn)榇周嚕ǘ嗣婕巴鈭A)已知條件與工序1相同,車端面及外圓可采用工序1相同的可轉(zhuǎn)位車刀��。
2.基本時(shí)間
(1)確定粗車外圓的基本時(shí)間��,根據(jù)表2-21,車外圓基本時(shí)間為
式中l(wèi)=22mm,
,,1
(2)確定粗車端面2基本時(shí)間的確定
�����,L=
式中���,�����,�, ��,��,����,,1.
則
3)確定工序的基本時(shí)間:
5.4工序6切削用量及基本時(shí)間的確定
1.切削用量
本
27�、工序?yàn)榘刖?����,精車加工(左邊外圓�����、倒角)。已知條件與粗加工工序相同��。
(1)確定半精車外圓的切削用量����。所選刀具為YT15硬質(zhì)合金可轉(zhuǎn)位刀。車刀形狀����,刀桿尺寸及刀片厚度均與粗車相同。根據(jù)表5-113��,車刀幾何形狀為��,���,�,�����,。
①確定背吃刀量����。
②確定進(jìn)給量f 。 2 根據(jù)表5-116及CA6140車床的進(jìn)給量(表5-57)�,選擇f=0.3mm/r.由于是半精加工,切削力較小���,故不需校核機(jī)床進(jìn)給機(jī)構(gòu)強(qiáng)度���。
③選擇車刀磨鈍標(biāo)準(zhǔn)及耐用度。根據(jù)表5-119�,車刀后刀面最大磨損量取為0.4mm,耐用度T= 30min.
④確定切削速度v。根據(jù)表5-120�,用YT15硬質(zhì)合金刀加工鋼料、�、時(shí),
28���、切削速度�。
切削速度的修正系數(shù)為���,,其余的修正系數(shù)均為1(表2-9),故
v=
n=
按CA6140車床的轉(zhuǎn)速����,【表5-56】,選擇n= 400r/min,則實(shí)際切削速度= 27.4m/min.
⑤ 半精加工機(jī)床功率也可不校驗(yàn)�。
最后確定的切削用量:,
(2)確定半精車外圓���,端面�����、臺(tái)階面的切削用量���。用半精車采外圓YT15硬質(zhì)合金車刀加工這些表面。切槽采用高速鋼成型切槽刀�。
2.基本時(shí)間
(1)確定半精車外圓的的基本時(shí)間。
(2)確定半精車外圓的基本時(shí)間����。
(3)確定精車20的基本時(shí)間。
(4)確定精車16的基本時(shí)間
(5)確定工序的基本時(shí)間:
29���、
5.5工序7切削用量及基本時(shí)間的確定
1. 切削用量
本工序?yàn)榘刖庸ぃㄓ疫呁鈭A及右端面)����。采用數(shù)控車床CK6108A型車床工件裝卡在三爪自定心卡盤中。
(1)確定半精車外圓及右端面的切削用量��。所選刀具為YT15硬質(zhì)合金可轉(zhuǎn)位刀�����。車刀形狀��,刀桿尺寸及刀片厚度均與粗車相同�����。根據(jù)表5-113���,車刀幾何形狀為��,��,����,���,����。
①確定背吃刀量�。。
②確定進(jìn)給量f 2mm/r根據(jù)表5-116及CA6140車床的進(jìn)給量(表5-57)��,選擇f=0.3mm/r.由于是半精加工�����,切削力較小�����,故不需校核機(jī)床進(jìn)給機(jī)構(gòu)強(qiáng)度��。
③選擇車刀磨鈍標(biāo)準(zhǔn)及耐用度�����。 根據(jù)表5-119�,車刀后刀面最大磨損量取為
30、0.4mm,耐用度T= 30min.
④確定切削速度v���。 根據(jù)表5-120���,用YT15硬質(zhì)合金刀加工鋼料���、、時(shí)����,切削速度。
切削速度的修正系數(shù)為���,��,其余的修正系數(shù)均為1(表2-9)��,故
v=
n=
按CK6108A車床的轉(zhuǎn)速���,【表5-56】,選擇n= 400r/min,則實(shí)際切削速度= 27.4m/min.
⑤半精加工機(jī)床功率也可不校驗(yàn)�。
最后確定的切削用量:,
(2)確定半精車外圓��,端面�����、臺(tái)階面的切削用量。用半精車采外圓YT15硬質(zhì)合金車刀加工這些表面�。切槽采用高速鋼成型切槽刀。
2.基本時(shí)間
(1)確定半精車外圓的的基本時(shí)間:
(2)確定半精車右端面的基本時(shí)間:
31�����、
(3)確定工序的基本時(shí)間:
5.6工序8的切削用量及基本時(shí)間的確定
1.切削用量
本工序?yàn)槟ハ骷庸ぁ灸ビ叶嗣婧蛨A錐面】MQ1350磨床�����,砂輪PSA400
A80M5B35[表3-26]
2.基本時(shí)間的確定 S
5.7工序9鍵槽的切削用量及時(shí)間的確定
1.切削用量
本工序?yàn)榘刖姴?����,所選刀具為直柄立銑刀��。�����,d=5mm�,L=14mm
機(jī)床選用X62型臥式銑床����。
(1)確定每齒進(jìn)給量���。本工序要求保證的表面粗糙度為μm(側(cè)槽面),根據(jù)表5-144��,每轉(zhuǎn)進(jìn)給量��,現(xiàn)取則
(2)選擇銑刀磨鈍標(biāo)準(zhǔn)及耐用度�。根
32、據(jù)表5-148��,銑刀刀齒后刀面最大磨損量為0.4mm;耐用度 T= 60min(表5-149)����。
(3) 確定切削速度和工作臺(tái)每分鐘進(jìn)給量 。按表2-17中公式計(jì)算得
根據(jù)X62型臥式車床主軸轉(zhuǎn)速表(表5-57)選擇 �,實(shí)際切削速度
,工作臺(tái)每分鐘進(jìn)給量.
根據(jù)X62型臥式車床工作臺(tái)進(jìn)給量表【表5-76】,選擇.則實(shí)際每齒進(jìn)給量為=0.032 .
2.基本時(shí)間
5.8工序 10切削用量及基本時(shí)間的確定
1.切削用量
本工序
33����、為鉆孔,刀具選用直柄麻花鉆頭(GB/6135.3-1996)���,直徑 使用切削液����。
(1)確定進(jìn)給量f。由于孔徑和深度均很小��,宜采用手動(dòng)進(jìn)給�����。
(2)選擇鉆頭磨鈍標(biāo)準(zhǔn)及耐用度���。根據(jù)表5-130,鉆頭后刀面最大磨損量為 0.8mm����;耐用度T=20min。
(3)確定切削速度��。由表5-132�, 的45鋼加工性屬5類。根據(jù)表5-127�����,暫定進(jìn)給量 ,由表5-131可查 根據(jù)Z3025立式鉆床說(shuō)明書選擇主軸實(shí)際鉆速����。
2.基本時(shí)間
鉆盲孔基本時(shí)間需要15.6s.
5.9工序 11切削用量及基本時(shí)間的確定
1.切削用量
本工序?yàn)楣ヂ菁y,刀具選用絲錐(GB/3464-83),m
34��、m,使用切削液�����。
(1)確定進(jìn)給量f����。采用機(jī)器加工。
(2)選擇絲錐磨鈍標(biāo)準(zhǔn)及耐用度����。根據(jù)表5-130,絲錐后刀面最大磨損量為 0.8mm��;耐用度T=20min�。
(3)確定切削速度。由表5-132�, 的45鋼加工性屬5類。根據(jù)表5-127���,暫定進(jìn)給量 �����,由表5-131可查 根據(jù)Z3025立式鉆床說(shuō)明書選擇主軸實(shí)際鉆速�����。
2.基本時(shí)間
攻螺紋基本時(shí)間需要:
=(
6夾具設(shè)計(jì)
本夾具是工序11用麻花鉆鉆14 8.5孔的專用夾具����,所設(shè)計(jì)的夾具裝配圖,供需簡(jiǎn)圖及夾具零件如圖所示��。有關(guān)說(shuō)明如下���。
6.1定位方案
工件以20的圓柱面及圓錐大斷面為定位基準(zhǔn),采用V型塊和平面的組合定位
35��、方案��,兩個(gè)V形塊限制4個(gè)自由度�����,右邊V形塊的右端面限制一個(gè)自由度,共限制5個(gè)自由度�����?��?自趫A周上無(wú)位置要求����,該自由度不用限制���。
6.2夾緊機(jī)構(gòu)
根據(jù)生產(chǎn)率要求��,運(yùn)用手動(dòng)夾緊可以滿足�����。采用二位螺旋壓板夾緊機(jī)構(gòu)��,擰緊螺母即可實(shí)現(xiàn)壓緊����,使用方便�。壓緊板夾緊力主要作用是防止工件在鉆銷力的作用下擺動(dòng)和震動(dòng)���,手動(dòng)螺旋夾緊是可靠的,可免去夾緊力計(jì)算���。
6.3導(dǎo)引裝置
為方便快捷的鉆14 ���,8.5兩個(gè)孔,本夾具采用快換鉆套�����,刀具在鉆套的引導(dǎo)下準(zhǔn)確的鉆孔��。
6.4夾具與機(jī)床的連接元件
采用10的定位銷確定夾具與機(jī)床的相對(duì)正確位置��,夾具體底座上開(kāi)有兩個(gè)U形槽����,用M14的螺栓固定在機(jī)床工作臺(tái)上。
6.5
36���、夾具體
工件的定位元件、夾緊元件�,導(dǎo)引裝置螺釘與夾具體底座連接起來(lái)�,夾具體底座鑄造加工出來(lái)����,這樣夾具便有機(jī)連接起來(lái),實(shí)現(xiàn)定位�����,夾緊�����,導(dǎo)引等功能����。
6.6使用說(shuō)明
安裝工件時(shí),松開(kāi)右邊鉸鏈螺栓上的螺母��,把兩個(gè)鉸鏈螺栓順時(shí)針轉(zhuǎn)動(dòng)一個(gè)角度��,然后將兩塊壓板后撤�,把工件放在V形塊上,注意工件的圓錐大端面一定要緊貼在右邊V形塊的右端面����,實(shí)現(xiàn)可靠定位���,然后把鉸鏈螺栓放在鉸鏈的U形槽中,擰緊螺母實(shí)現(xiàn)可靠夾緊�。
6.7結(jié)構(gòu)特點(diǎn)
該夾具結(jié)構(gòu)簡(jiǎn)單,操作方便�����,但斜面的制造誤差以及V形塊在斜面上的安裝誤差����,使孔的加工位置精度受到了限制,適用于加工要求不高的場(chǎng)合�����。
6.8定位誤差的計(jì)算
工件采用V形塊定位�����,
37�、V形塊的定位誤差DH=δD/2(1/sin(α/2)—1)=0.。因?yàn)樾泵娼嵌葹?5度����,所以工件的水平方向的定位誤差為y=0.sin(15)=0.,滿足定位要求���。
7課程設(shè)計(jì)總結(jié)
經(jīng)過(guò)兩個(gè)星期的夾具課程設(shè)計(jì)����,充分了解了夾具在制造系統(tǒng)的重要作用�����。夾具對(duì)加工質(zhì)量�����、生產(chǎn)率和產(chǎn)品成本有著直接的影響����。是能否高效、便捷生產(chǎn)出合格����、優(yōu)質(zhì)零件的保證。
手柄軸的加工工藝及夾具設(shè)計(jì)過(guò)程�,主要是確定加工工藝路線,機(jī)械加工余量和切削用量����、基本工時(shí)等����。夾具的設(shè)計(jì)主要是要設(shè)計(jì)出正確的定位夾緊機(jī)構(gòu)�。在設(shè)計(jì)中也遇到了很多問(wèn)題,主要在進(jìn)行夾具設(shè)計(jì)時(shí)���,對(duì)一些機(jī)構(gòu)的掌握不夠全面�,導(dǎo)致設(shè)計(jì)的不合理�,所幸在老師的指導(dǎo)下一一改正。
38�、在這個(gè)過(guò)程中,對(duì)機(jī)械加工工藝和夾具設(shè)計(jì)有關(guān)的知識(shí)有了更深的理解�����,增強(qiáng)了對(duì)本專業(yè)綜合知識(shí)運(yùn)用的能力����,使我對(duì)專業(yè)知識(shí)、技能有了進(jìn)一步的提高����,為以后從事專業(yè)技術(shù)的工作打下基礎(chǔ)�。
8參考文獻(xiàn)
[1]楊叔子主編.機(jī)械加工工藝師首次.北京:機(jī)械工業(yè)出版社��,2002.1
[2]李云主編. 機(jī)械制造工藝及設(shè)備設(shè)計(jì)指導(dǎo)手冊(cè).北京:機(jī)械工業(yè)出版社���,1997.8
[3]馮道主編.機(jī)械零件切削加工工藝與技術(shù)標(biāo)準(zhǔn)實(shí)用手冊(cè).合肥: 安徽文化音像出版社,2003.9
[4]艾興,肖詩(shī)綱.切削用量簡(jiǎn)明手冊(cè).北京:機(jī)械工業(yè)出版社
[5]李益明.機(jī)械制造工藝設(shè)計(jì)簡(jiǎn)明手冊(cè).哈爾濱:哈爾濱工業(yè)大學(xué)出版
[6]趙家奇�,機(jī)械制造工藝學(xué)課程設(shè)計(jì)指導(dǎo)書—2版.北京:機(jī)械工業(yè)出版社,2000.10
[7]于大國(guó)著. 機(jī)械制造工藝設(shè)計(jì)指南. 北京:國(guó)防工業(yè)出版社�,2010.8
[8]王紹俊.機(jī)械制造工藝設(shè)計(jì)手冊(cè). 哈爾濱:哈爾濱工業(yè)大學(xué)出版社,1981
[9]劉文劍 曹天河.夾具工程師手冊(cè).哈爾濱:黑龍江科學(xué)技術(shù)出版社����,1987
[10]艾興,肖詩(shī)綱.切削用量簡(jiǎn)明手冊(cè)(第三版).北京:機(jī)械工業(yè)出版社,2004
專心---專注---專業(yè)
 CA6140車床手柄軸的夾具設(shè)計(jì)(共21頁(yè))
CA6140車床手柄軸的夾具設(shè)計(jì)(共21頁(yè))